一 : DIY小型数控电脑雕刻机制作全过程2
电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2
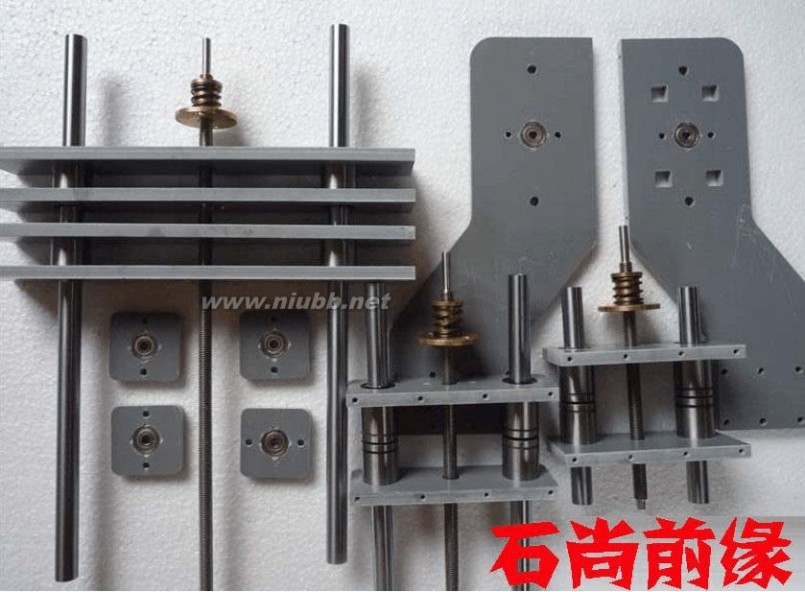
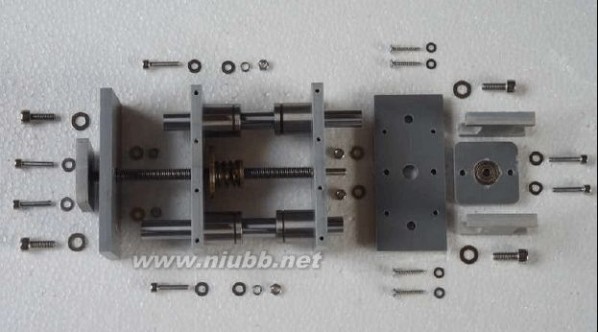
B、 把 12 个直线轴承分别安装到相应固定板上。[www.61k.com)每一个直线轴承有 2 片固定板来固定(其 中底部 Y 轴有 4片),每一轴平台有 4个直线轴承来支撑,4 片固定板的位置有先后顺序, 请不要随意安装。在组装直线轴承的是时候应该注意,由于数控切割的工艺性导致与直 线轴承配合的固定板内孔都有一定的加工斜度,所以组装的时候应该把直线轴承由大尺 寸处放入,施加压力。
C、 把丝杆与小轴承连接在一起,GK2013 的丝杆采用双头加工,二边都放轴承的方法,其中 一头外径尺寸比小轴承正0.02mm 左右,一头外径尺寸比小轴承负 0.02mm 左右,正的那 端作为支撑端,负的那端作为导向端。支撑端与 625 轴承配合尺寸要求比较高,也是本 套件组装的难点之一。组装前先不要打磨丝杆,先用手轻轻塞一下丝杆到轴承内孔,如 果有非常重的感觉,建议先用砂纸打磨一圈丝杆外径,再轻轻按照上面的方法轻轻塞, 好的效果就是丝杆只需要轻轻一敲就可以进入轴承,而组装后用大力手拉也拉不出来, 组装后转动丝杆比较灵活,没有阻力与不均匀感,明显的不灵活多数都是由于配合间隙 太小引起。千万不能硬敲丝杆到小轴承里面,这样会导致小轴承彻底报废,如果丝杆打 磨的太小,不用敲就可以塞进轴承里面还是有办法挽救的,具体方法就是在丝杆上用尖 冲头冲几个小点,那样相当于丝杆尺寸又变大了。所以也可以这样说丝杆与小轴承配合 间隙大比配合间隙小要好的多,间隙大起码不会报废零件。
D、 回差螺母与丝杆的预组装。回差螺母在装配到机器前先应该在机器外测试组装灵活,双 铜螺母应该首先去除一些工艺毛刺用锉刀,丝杆的头部也应该先用锉刀修正一下,然后 把螺母上下 2 部分各自旋到丝杆上去,注意第一步是先各自旋到丝杆里,而不需要弹簧, 再各自在丝杆上转动灵活后再进行以下第二步。第二步就是把丝杆、弹簧、上下回差螺 母预组装,就雕刻非金属软材料而言,一般弹簧只是稍微压缩即可,预组装时先旋上螺 母、再放弹簧、再压缩弹簧,再放下螺母,具体用户可以自己测试。如果不灵活,可以 把螺母反转 180度试验。一切顺利即可进入装配备用。
电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2
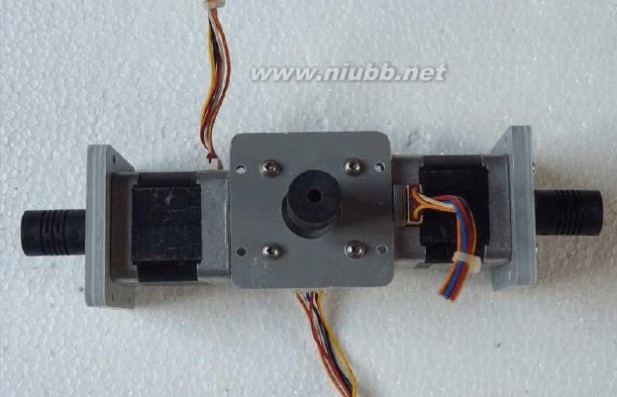
E、 步进电机与联轴器的组装。[www.61k.com)由于是二手步进电机,如果发现联轴器不大容易与它配合, 用户可以用砂纸稍微打磨下步进电机的轴即可解决,大概就是 1-2丝的误差。

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2
电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2
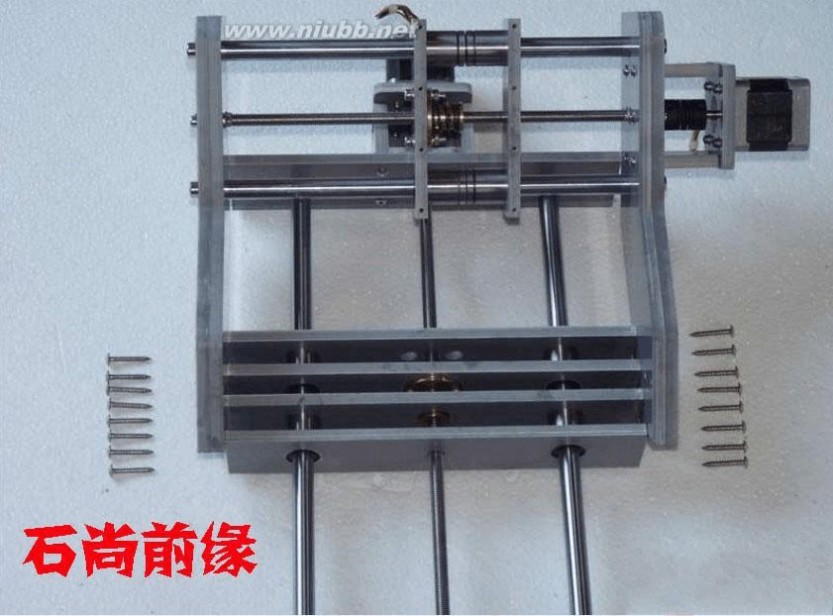
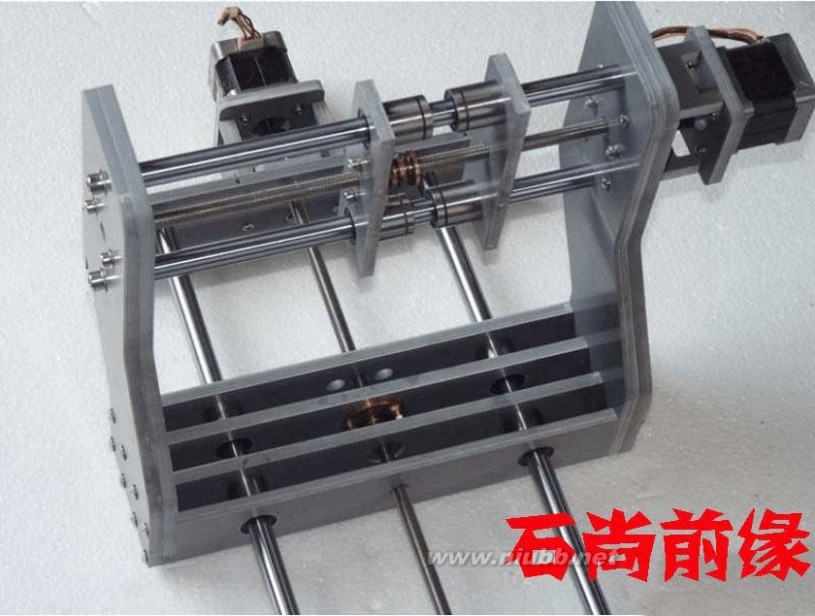
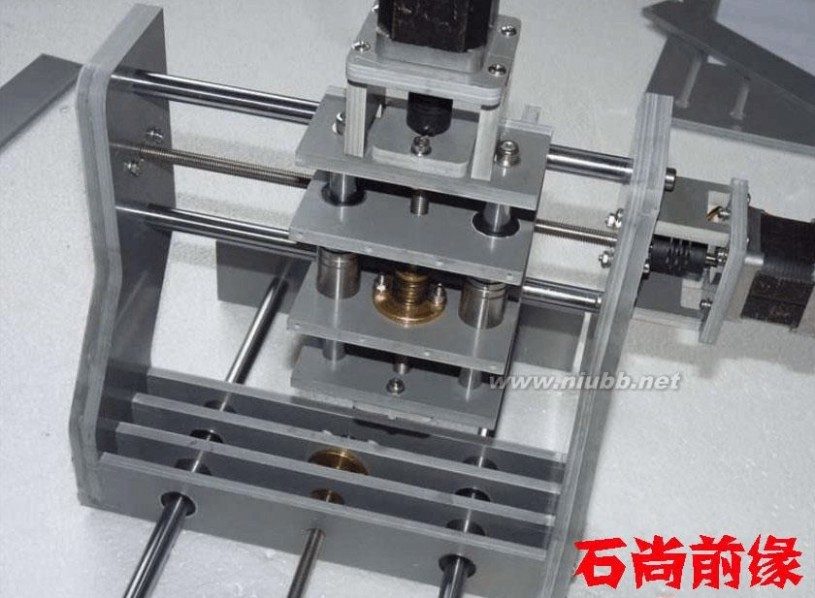
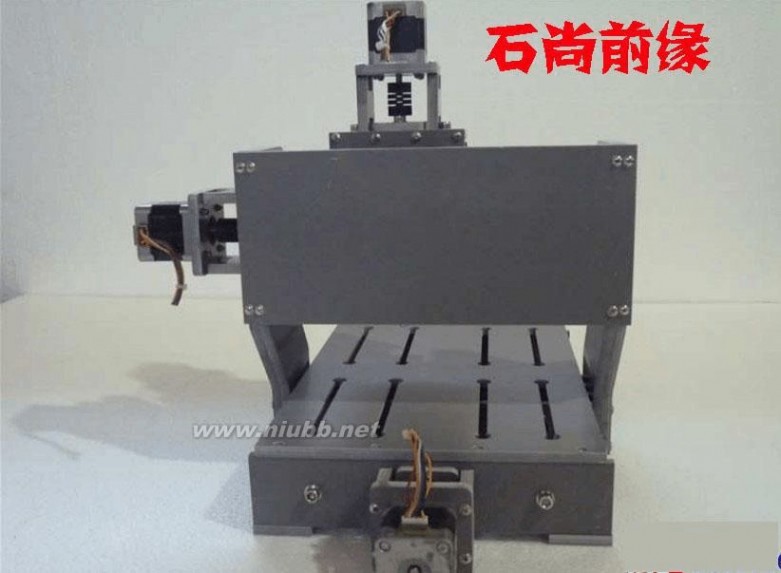
(2)机架总装
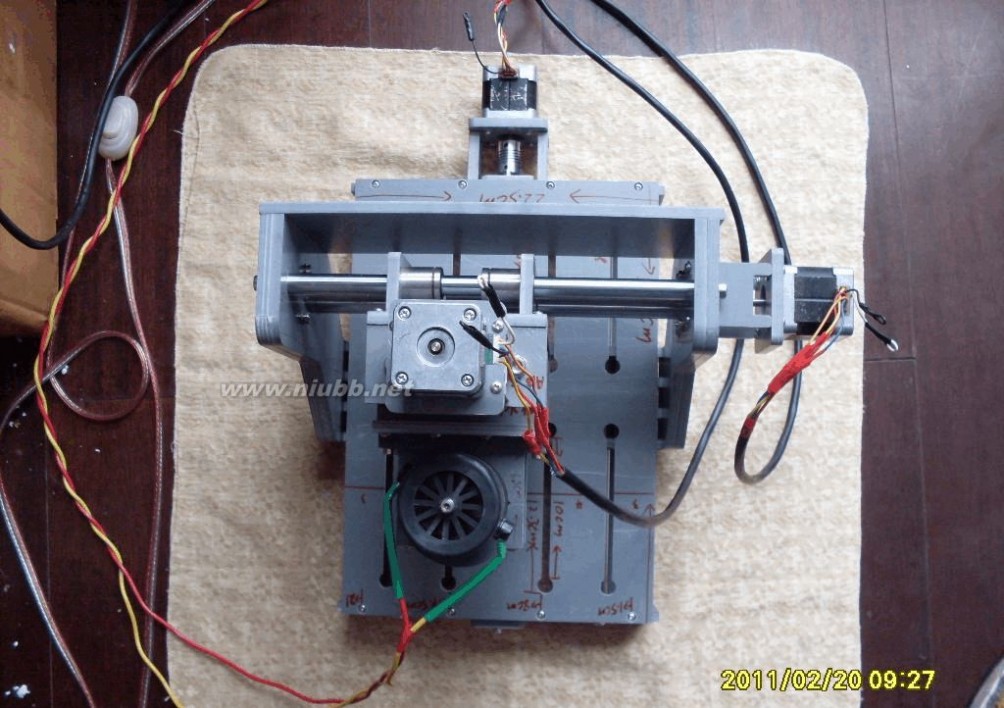
在完成预组装后已经变的相当容易。[www.61k.com)首先安装底部Y 轴,然后安装X 轴,再安装 Z 轴。三轴 平台安装后再安装 3个步进电机,总的原则是机器组装后,用手旋动联轴器,丝杆走动应该 尽量灵活,阻力均匀。当您觉得机器组装的符合您心中的 DIY标准时,再把雕刻机台面,底 部加强板,背部加强板加上,连上电控配件,开始通电测试。

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2
电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2
电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2
电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2
[www.61k.com)电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2
电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2
电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2
3接电控器件
⑴步进电机的接线
通常我们的二手电机一般采用四线中间抽头悬空大力矩接法。[www.61k.com]因现在步进电机型号与颜色较
多,具体请万用表电阻档测量,6 线的步进电机通的 3 根为一组,一组里面电阻小的是抽头
线,注意抽头需要做好绝缘保护。剩下的 4 条线分成 2 组各接驱动板的 A A- 与 B B- ,
发现方向不对,可以对调任意一组中 2 条线即可,当然也可以在 MACH 软件里做电机反转设
置。
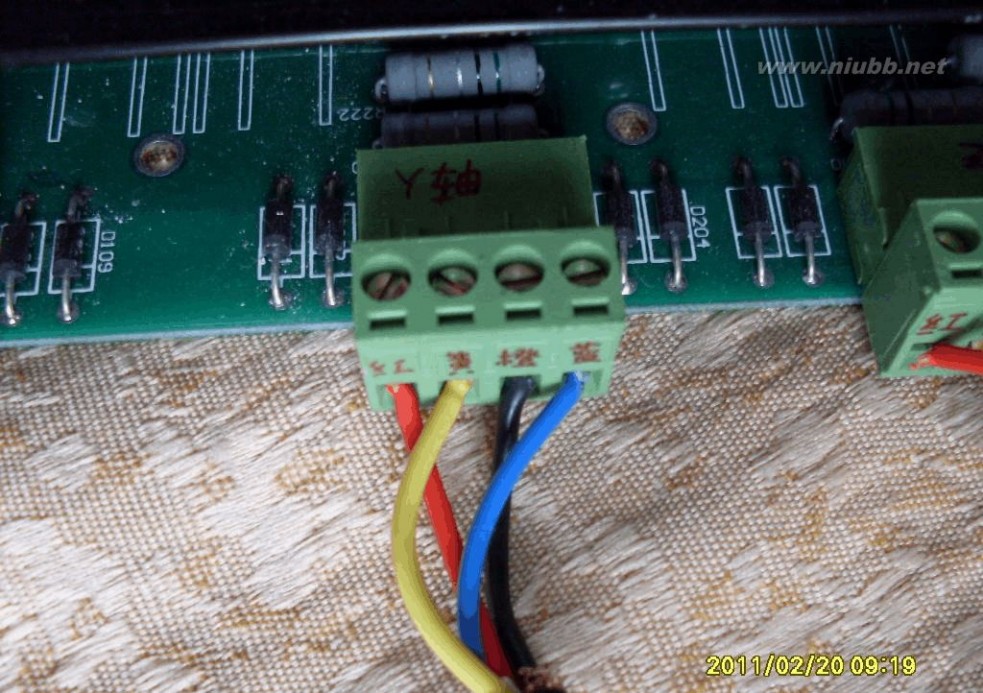
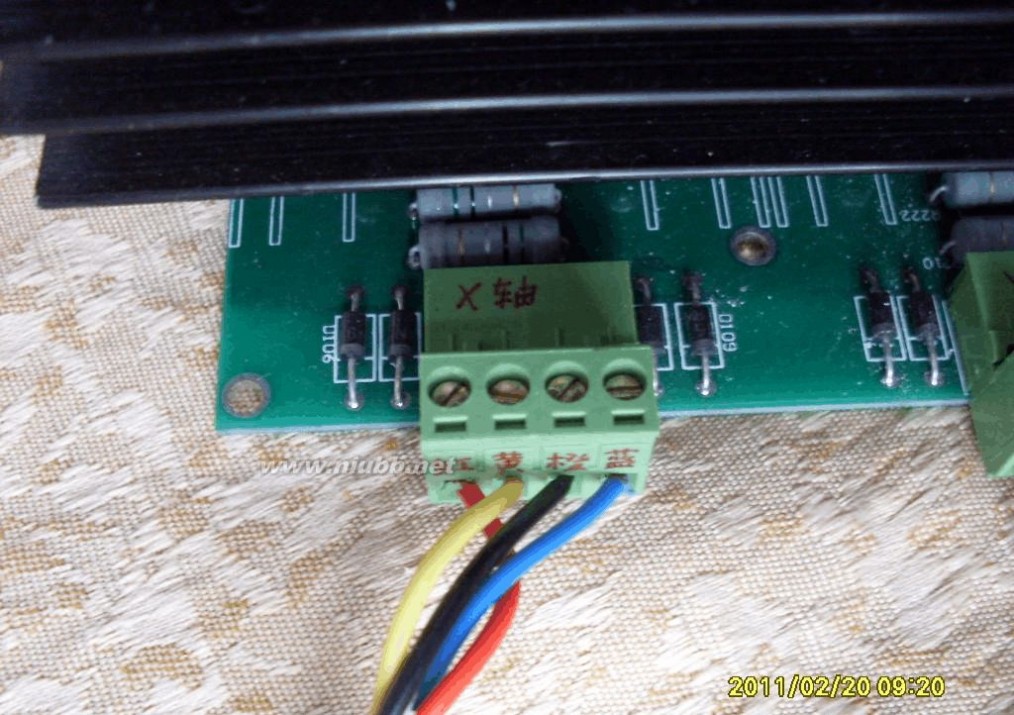
这里我们用的就是6线步进电机, 下图大家可以看到,我们把这6根线分为两组,用万用表测出每一组中电阻最小的一根分别是(黑色~~白色)我们把它们分开用结缘胶布包好。
剩下的四根线我们找一根四芯的电线颜色分别和步进电机的颜色相对应接起来包好,我这里没有找到颜色一模一样的四芯线 其中有一根(步进电机是橙色·我的是黑色)大家千万要注意
电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2
这是主轴电机 其中正负极分别是红色和黑色
变压器·硅整流器·主轴电机的接法:220V电流进入变压器【(变压器是红色进黑色出)注意:是粗的线 其它几根西线是不用的 那大家不用管它 用结缘胶布包好就行了 】再接硅整流器【大家千万记住是接对角 不要接错了】然后再接在主轴电机的正负极上就可以了

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2
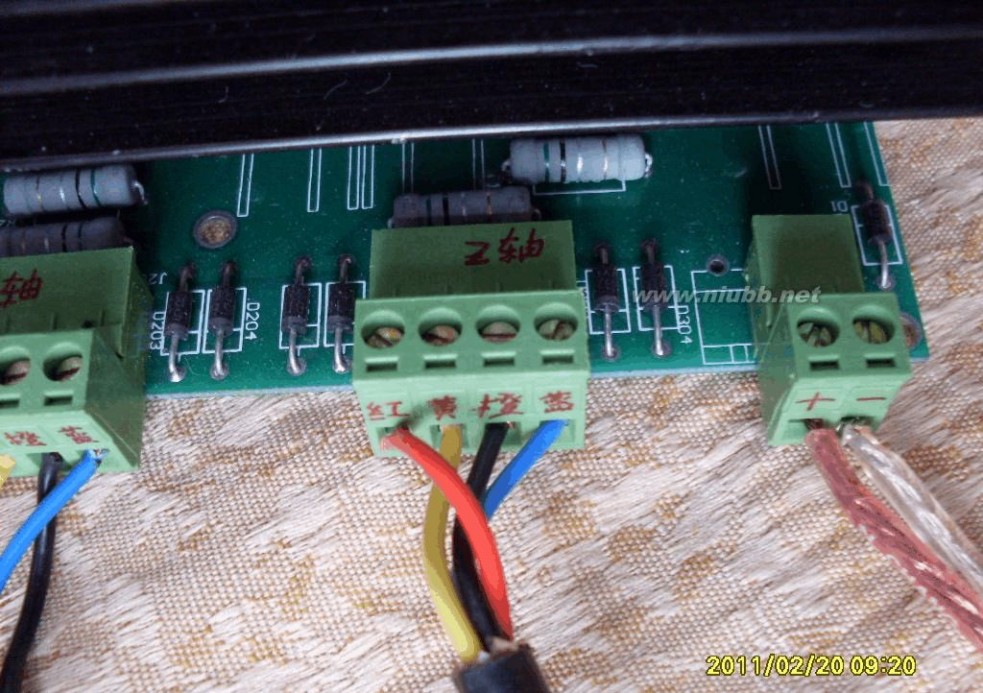
开关电源和驱动板的连接:220V电源进 接AC(L为正N负)输出+V为正COM为负

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2
接入驱动板【大家注意千万不要把正负接反了 要烧板的哟】 再接X Y Z 轴 大家可以看下图
【4 条线分成 2 组各接驱动板的 A A- 与 B B- 发现方向不对,可以对调任意一组中 2 条线即可,当然也可以在 MACH 软件里做电机反转设置。(www.61k.com]】

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2

电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2
电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2
电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2
电脑雕刻机 DIY小型数控电脑雕刻机制作全过程2
二 : DIY小型数控电脑雕刻机制作全过程1
DIY小型数控电脑雕刻机制作前过程
一:雕刻机简介
本DIY数控雕刻机,采用流行的龙门架造型,外形美观,结构合理,性价比极高。(www.61k.com)
◆XYZ轴行程:130×200×40MM
◆外型尺寸:430×360×350MM
◆丝杆:XYZ 轴8MM 304不锈钢丝杆,螺距1.25MM,双铜螺母弹簧消回差,工程塑料弹性联轴器
◆导轨:采用镀铬光杆,XYZ 轴直径12MM
◆步进电机:二手 1.3A 42 步进电机
◆雕刻指令:G 代码,一般采用MACH 控制系统
◆主机框架:采用工业PVC板材,数控切割而成。
◆精度指标:加工精度 0.1mm左右、重复定位精度 0.05mm
本雕刻机主体框架采用经数控加工而成,XYZ 三轴导向采用直径 12MM 镀铬光
杆与直线轴承配合,传动采用直径 8MM×1.25螺距304 不锈钢丝杆,双铜螺母弹簧自动消回差,本雕刻机 XYZ 实际行程为 13×20×4CM 左右,组装后外形尺寸 430×360×350MM 左右。本雕刻机加工精度 0.1MM左右,建议雕刻速度每分钟 300MM。
本雕刻机主要用于雕刻 PCB、石膏、亚克力、竹木等非金属材料,也可以雕刻铜铝等软金属材料(会相对缩短机器寿命),不合适雕刻钢铁。
二、组装教程
1、组装前的准备
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
⑴工具篇
要成功组装好一台雕刻机,以下工具是必备的。[www.61k.com)
A、数字万用表
数字万用表在以下工序中需要用到,一是测量步进电机的引线电阻大小来区分组别,二是调 整驱动板的工作电流,三是测量开关电源的极性与电压,当然还有其它许多用处。
B、螺丝刀与内六角扳手


小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
本套件中的螺丝型号有 4MM、6MM 标准内六角,4MM 联轴器无头内六角,十字自攻螺丝,您 应该根据需要购买相应工具,我们建议您购买十字长柄与短柄螺丝刀各一个,公制 1.5-6MM 内六角扳手一套, 4MM、6MM 外六角扳手各一个,尖嘴钳与老虎钳最好也配备一个。(www.61k.com]
C、锉刀与砂纸


您需要准备若干锉刀与砂纸,用于修正要求高精度配合的尺寸,比如丝杆与轴承配合,联轴 器与步进电机的配合。
D、电烙铁等焊接相关
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
你需要准备一只电烙铁以及若干焊锡丝与松香,有些二手步进电机的引线比较短或者已经破 损,您需要更换。[www.61k.com)
E、导线与开关插座
您需要购买一些合适的电线用来连接我们的套件中的电控部分,也应该准备几个小开关,用 来控制机器的工作与停止。
F、防尘与隔音箱
为了您与家人的安全与健康,建议您在组装前就把机器的防尘与隔音的设计考虑进去,对于
一个 DIY 爱好者来说,也是一种良好的习惯。有了坚实的保护,才能一心一意去玩转您的雕刻机。
(2)材料准备
雕刻机的零部件清单如下,由ABC三部分组成。

小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
A、 PVC 板(以下 A序列号为下图中红色数字,合计 35块)

小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
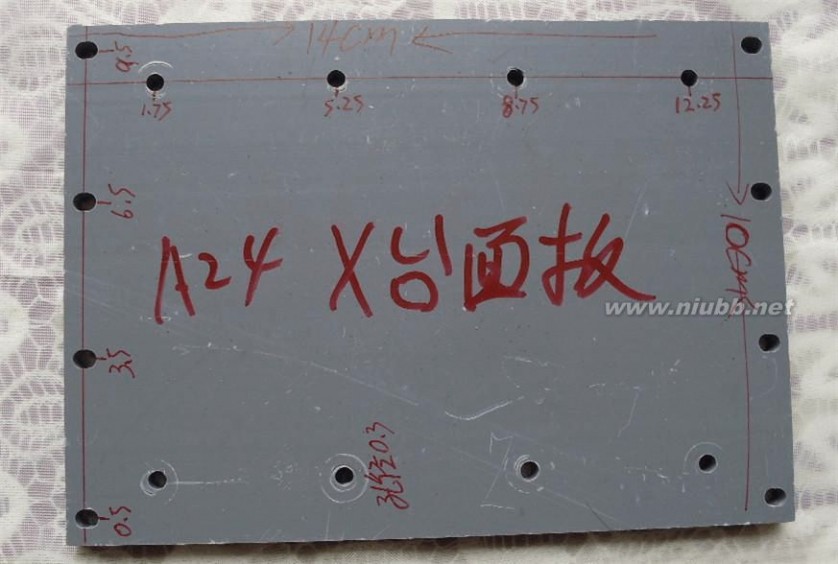
A1:雕刻机台面 1块 【长32.1cm*宽22.5cm】固定螺丝孔 从上到下1.5cm---8cm---14.5cm---21cm 为打孔中心 孔直径0.4cm 可以把这些孔口子扩大一点让螺丝帽子和台面齐平

小型雕刻机 DIY小型数控电脑雕刻机制作全过程1

小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
A2:台面底部加强板 2 块 【长32.1cm*宽4cm】 四个角的孔直径

0.4cm
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1

小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
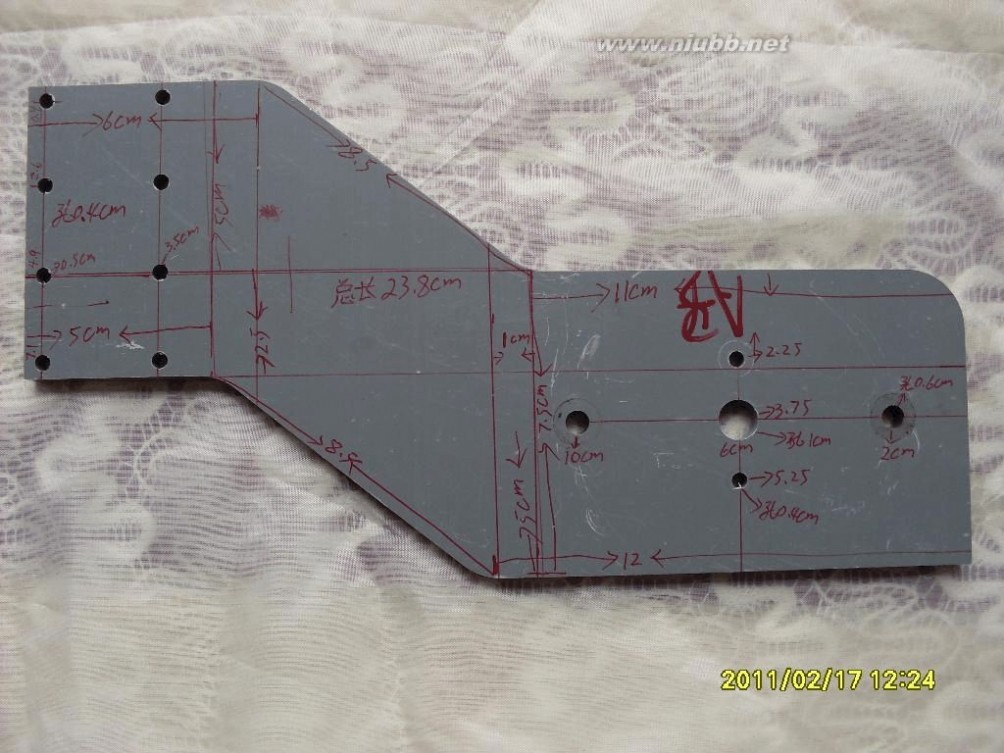
A3:X 轴龙门立板① 1 块 【总长23.8cm*12.5cm】{左边8个 0.4cm的孔是龙门连接从上到下 0.4cm 2 .6 cm 4.9cm 7.1cm 为中心打孔} 从右到左第一个0.6cm 的孔是【这是直径12mm光杆螺丝的孔 孔直径0.6cm】 打孔中心2cm 中间这个1cm的孔【这是直径8mm不锈钢丝杆的孔 孔直径1cm】 打孔中心6cm 第三个孔:【这是直径12mm光杆螺丝的孔 孔直径0.6cm】 打孔中心10cm 另外两个0.4cm的孔是固定两块龙门的螺丝孔从上到下;2.25cm 3.75cm(这个是不锈钢丝杆孔) 5.25cm
扩展:小型数控雕刻机 / 小型数控雕刻机教程 / 小型五轴数控雕刻机
A4:X 轴龙门立板② 1 块【总长23.8cm*12.5cm】{左边8个 0.4cm的孔是龙门连接
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
从上到下 0.4cm 2 .6 cm 4.9cm 7.1cm 为中心打孔} 从右到左第一个0.6cm 的孔是【这是直径12mm光杆螺丝的孔 孔直径0.6cm】 打孔中心2cm 中间这个1cm的孔【这是直径8mm不锈钢丝杆的孔 大孔直径1.6cm(注意:大孔不能打穿,刚刚能够把固定丝杆的 625 小轴承镶嵌平就行了)。[www.61k.com)小孔直径1cm打穿 】 打孔中心6cm 第三个孔:【这是直径12mm光杆螺丝的孔 孔直径0.6cm】打孔中心10cm 另外两个0.4cm的孔是固定两块龙门的螺丝孔从上到下;2.25cm 3.75cm(这个是不锈钢丝杆孔) 5.25cm

小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
A5:X 轴龙门立板③ 1 块【总长23.8cm*12.5cm】{左边8个 0.4cm的孔是龙门连接
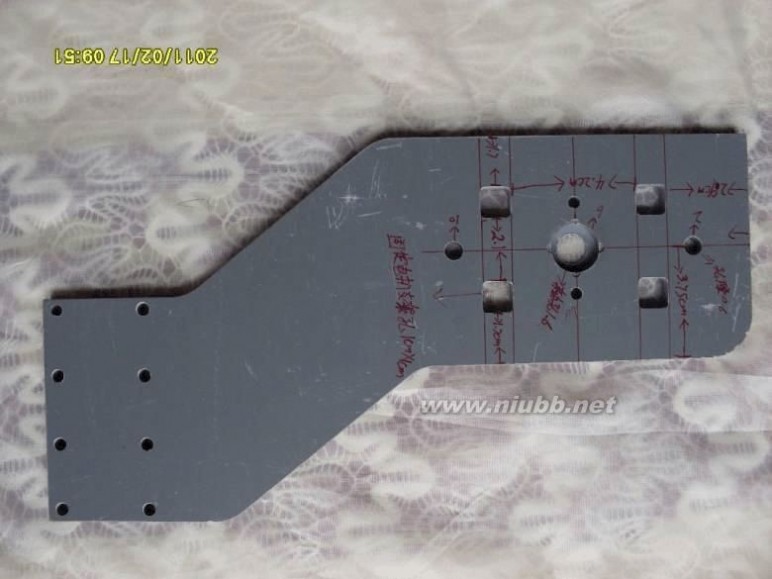
从上到下 0.4cm 2 .6 cm 4.9cm 7.1cm 为中心打孔} 从右到左第一个0.6cm 的孔是【这是直径12mm光杆螺丝的孔 孔直径0.6cm】 打孔中心2cm 中间这个1cm的孔【这是直径8mm不锈钢丝杆的孔 大孔直径1.6cm(注意:大孔不能打穿,刚刚能够把固定丝杆的 625 小轴承镶嵌平就行了)。(www.61k.com)小孔直径1cm打穿 】 打孔中心6cm 第三个孔:【这是直径12mm光杆螺丝的孔 孔直径0.6cm】打孔中心10cm 另外两个0.4cm的孔是固定两块龙门的螺丝孔从上到下;2.25cm 3.75cm(这个是不锈钢丝杆孔) 5.25cm 这是反方向的了 其它不变 增加四个1cm*1cm的固定步进电机支架孔 上下离边1.7cm 两孔中间边际2.1cm 从右到左
2.9cm—1cm—4.2cm—1cm
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
A6:X 轴龙门立板④ 1 块【总长23.8cm*12.5cm】{左边8个 0.4cm的孔是龙门连接
从上到下 0.4cm 2 .6 cm 4.9cm 7.1cm 为中心打孔} 从右到左第一个0.6cm 的孔是【这是直径12mm光杆螺丝孔 孔直径0.6cm】 打孔中心2cm 中间这个1cm的孔【这是直径8mm不锈钢丝杆的孔 打孔直径1cm 】 打孔中心6cm 第三个孔:【这是直径12mm光杆螺丝的孔 孔直径0.6cm】打孔中心10cm 另外两个0.4cm的孔是固定两块龙门的螺丝孔从上到下;2.25cm 3.75cm(这个是不锈钢丝杆孔) 5.25cm 这是反方向的了 其它不变 增加四个0.3cm的固定步进电机支架孔 上下离边2 .2cm 为打孔中心 从右到左3.4cm—6cm—8.6cm为打孔中心

小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
4块龙门背部加强板固定螺丝孔 从左到右:1cm 11cm 打孔直径0.3cm

小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
A7:Y轴固定步进电机板 1块【长23.5cm*宽5cm】从左到右打孔中心4.3cm 【这是直径12mm光杆螺丝孔 孔直径0.6cm】 打孔中心11.75cm 【这是直径8mm不锈钢丝杆孔 孔直径1cm】 打孔中心19.3cm 【这是直径12mm光杆螺丝孔 孔直径0.6cm】 中间两个直径0.4的孔是固定625小轴承座的孔 离边1cm为中心打孔两边打孔位置相同 4个0.3cm的孔是固定步进电机支架孔 从中心向两边2 .6cm 中心打孔 离边距离同样是1cm

小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
A8:Y 轴固定 625轴承座板 1 块【长23.5cm*宽5cm】从左到右打孔中心4.3cm 【这是直径12mm光杆螺丝孔 孔直径0.6cm】 打孔中心11.75cm 【这是直径8mm不锈钢丝杆孔 孔直径1cm】 打孔中心19.3cm 【这是直径12mm光杆螺丝孔 孔直径0.6cm】 中间两个直径0.4的孔是固定625小轴承座的孔 离边1cm为中心打孔两边打孔位置相同

小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
【Y轴固定步进电机板 Y 轴固定 625轴承座板 】的底部加强板固定螺丝孔 从左到右:0.5 3.5 右边从右到左一样的尺寸 孔直径

0.3cm
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
【Y轴固定步进电机板 Y 轴固定 625轴承座板 】的台面板固定螺丝孔 从左到右打孔中心点数据:2 8.5 15 21.5 单位:厘米

小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
A9:Y 轴固定直线轴承滑块板① 1 块【长23.5cm*宽4cm】 LM12UU直线轴承孔2个直径2.1cm 下面所标的4.3 10.5 11.8 13.1 19.3 是从左到右的打孔中心点
【10.5 11.8 13.1】的孔直径

1cm
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
A10:Y 轴固定直线轴承滑块板② 1块【长23.5cm*宽4cm】 LM12UU直线轴承孔2个直径2.1cm 下面所标的4.3 11.8 19.3 是从左到右的打孔中心点
扩展:小型数控雕刻机 / 小型数控雕刻机教程 / 小型五轴数控雕刻机

A11:Y 轴固定直线轴承滑块板③ 1块【长23.5cm*宽4cm】 LM12UU直线轴承孔2个直径2.1cm 下面所标的4.3 10.5 11.8
19.3 是从左到右的打孔中心点 13.1
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1

小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
A12:Y 轴固定直线轴承滑块板④ 1块【长23.5cm*宽4cm】 LM12UU直线轴承孔2个直径2.1cm 下面所标的4.3 11.8 19.3 是从左到右的打孔中心点

小型雕刻机 DIY小型数控电脑雕刻机制作全过程1

这4块 【Y 轴固定直线轴承滑块板】的两头都需要打这种上螺丝的孔 离边0.5cm为中心点打孔 孔直径0.3cm 如果使用其他材料的话 自己看情况做
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
A13:固定 625小轴承座 4块 【长4cm*宽4cm】 625小轴承孔1.6cm 两个固定螺丝孔直径0.4cm 以两边0.5cm为中心打孔点

小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
A14:固定步进电机支架 6块 【长4.2cm*宽3.8cm】H型支架上下去掉

2.4cm*1.1cm
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
A15:固定步进电机垫板 3块 【长6cm*宽5.8cm】 中间孔2.2cm 从上到下0.3cm—1.5cm—4.5cm---5.7cm 从左到右 1.35cm---4.45cm 中间四个孔是固定步进电机的打孔直径0.3cm 边上四个孔是连接支架打孔直径
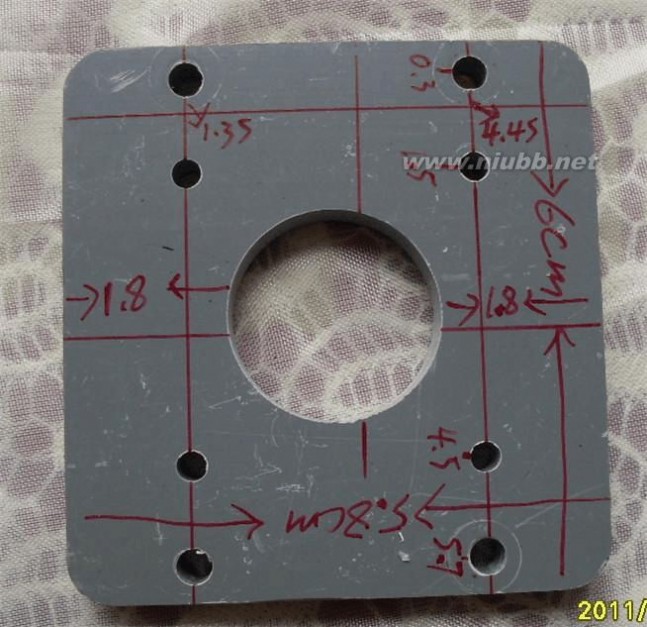
0.4cm
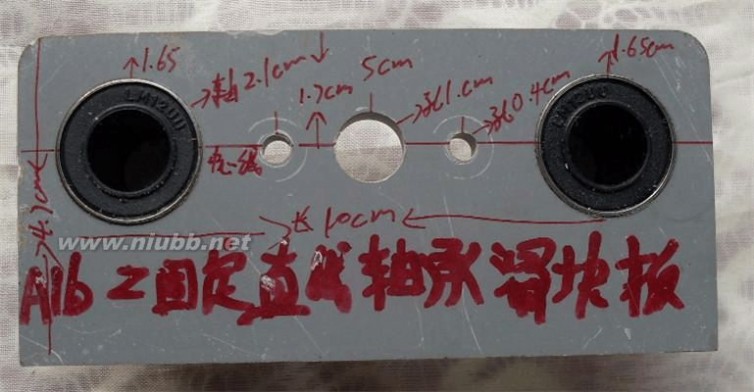
A16:Z 固定直线轴承滑块板① 1 块 【长10cm*4.7cm宽】 【上边到所有的孔中心1.7cm 】
左右两个直线轴承孔中心到边的距离1.65cm 孔直径2.1cm】 【 【中间
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
的大孔直径1cm】 【 另外两个螺丝孔直径0.4cm 孔中心距离左右两个边3.7cm】
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
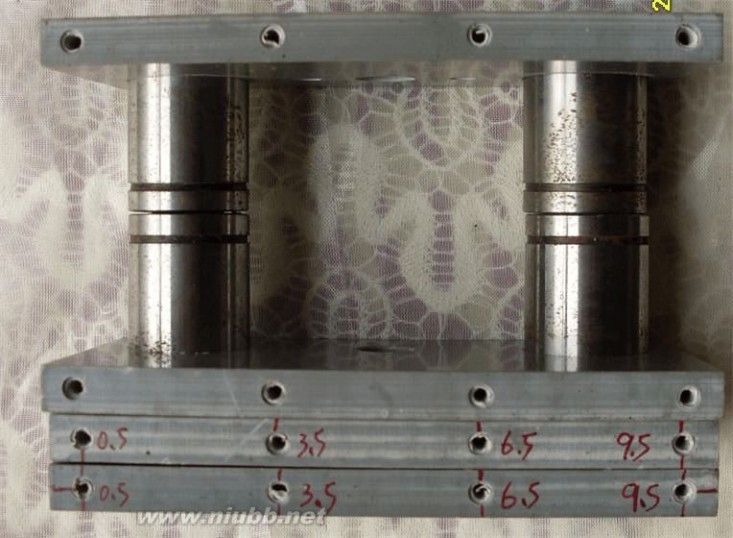
Z 固定直线轴承滑块板①
Z 固定直线轴承滑块板②
Z 轴固定步进电机板
Z 轴固定625轴承座板 【这个图是这四个的一个侧面的螺丝孔】从左到右0.5cm—3.5cm—6.5cm---9.5cm
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
A17:Z 固定直线轴承滑块板② 1 块 【长10cm*4.7cm宽】 【上边到所有的孔中心1.7cm 】 【 左右两个直线轴承孔中心到边的距离1.65cm 孔直径2.1cm】 【中间的大孔直径1cm】
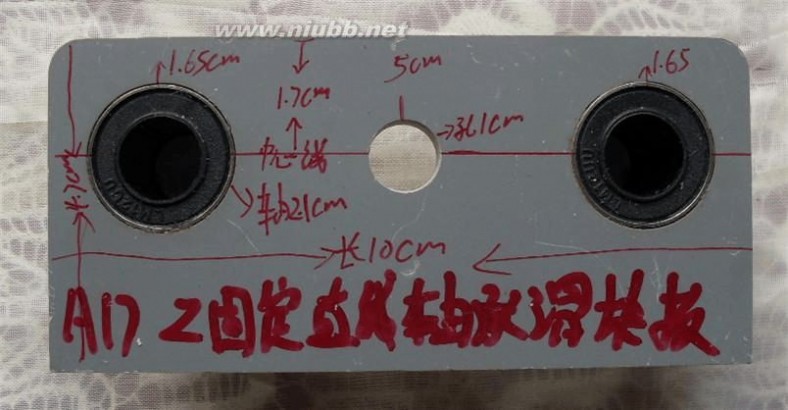
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
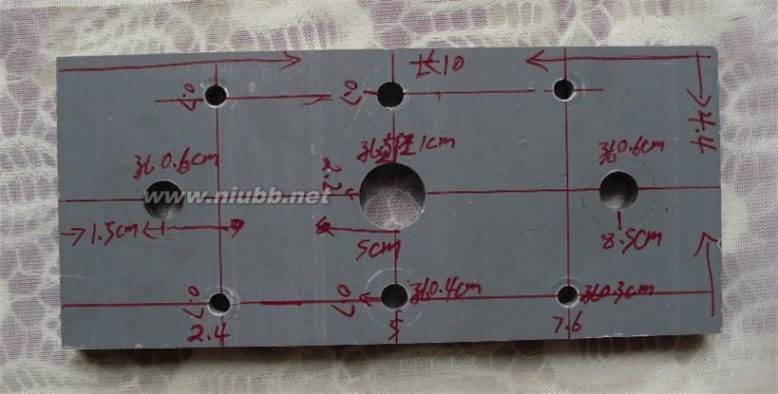
A18:Z 轴固定步进电机板 1 块 【长10cm*宽4.4cm】【上下两排的孔中心到边距0.7cm 从左到右的2.4cm(直径0.3cm的孔)---5cm(0.4cm的孔)---7.6cm(0.3的孔) 】
【中间一排的孔在中心线上 从左到右 1.5cm(0.6cm的孔)――5cm(1cm的孔)――8.5cm(0.6的孔)】
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
A19:Z 轴固定625轴承座板 1块【长10cm*宽4.4cm】【上下两排的孔中心到边距0.7cm (0.4cm的孔) 】 【中间一排的孔在中心线上 从左到右 1.5cm(0.6cm的孔)――5cm(1cm的孔)――8.5cm(0.6的孔)】

小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
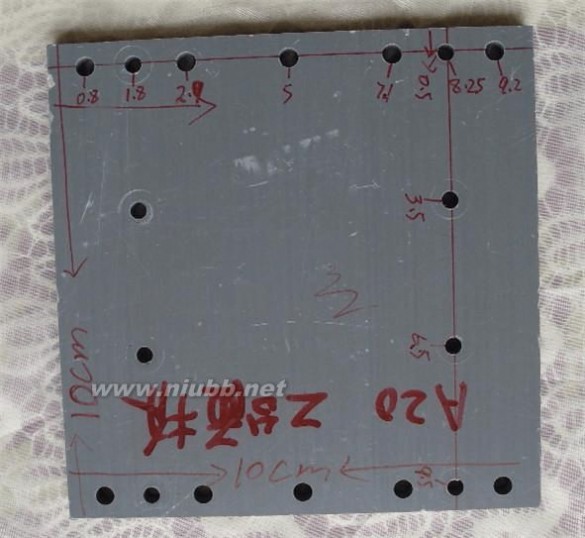
A20:Z 台面板 1块 【长10cm*10cm宽】
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
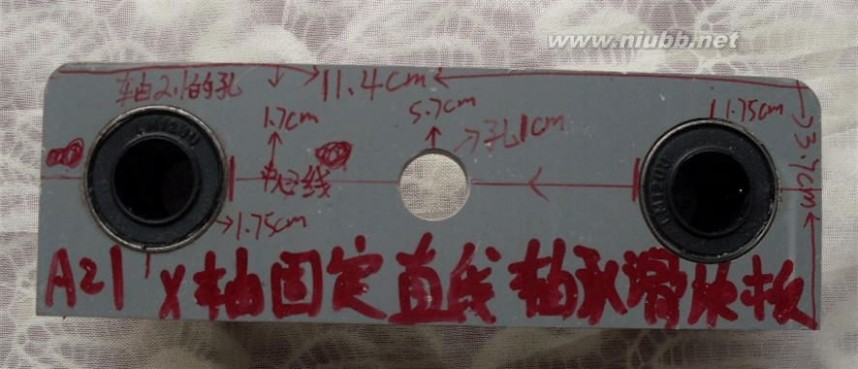
A21:X 轴固定直线轴承滑块板① 1 块 【长11.4cm*3.7cm宽】【左右两个直线轴承孔中心距离边距1.75cm 孔直径2.1cm】【正中心的孔距离上边下来1.7cm 孔直径1cm】
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
X 轴固定直线轴承滑块板①
X 轴固定直线轴承滑块板② 【这个图是这四个的一个侧面的螺丝孔】从左到右 0.5cm—4cm—7.5cm—11cm

扩展:小型数控雕刻机 / 小型数控雕刻机教程 / 小型五轴数控雕刻机
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
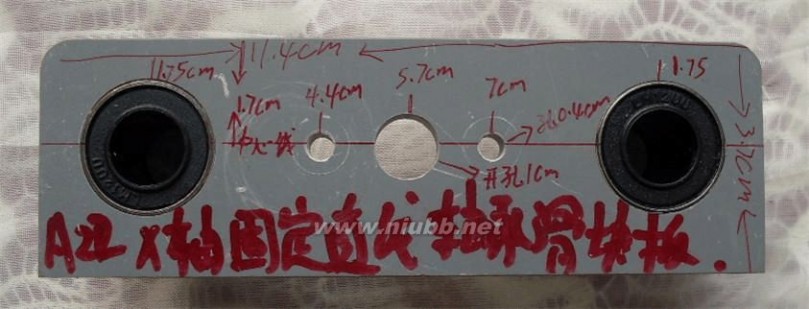
A22:X 轴固定直线轴承滑块板② 1块【长11.4cm*3.7cm宽】【左右两个直线轴承孔中心距离边距1.75cm 孔直径2.1cm】【正中心的孔距离上边下来1.7cm 孔直径1cm】【中间两个直径0.4cm的孔是螺丝孔 孔中心到边距从左到右 4.4cm 7cm】
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
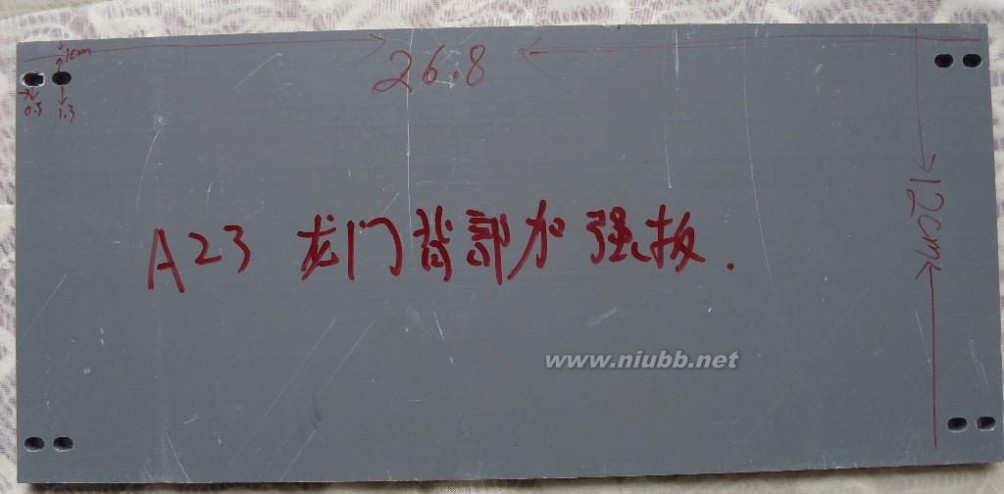
A23:龙门背部加强板 1 块 【长26.8cm*宽12cm】
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
A24:X 台面板 1块 【长14cm*宽10cm】
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
B、螺丝紧固件

B1:M3×22 自攻螺丝 72 个 B2:M3 平垫圈 68 个 B3: M3 弹簧垫圈 12个 B4:M3×12 螺丝 12个 B5:M4×20 内六角 18个 B6:M4 螺帽 18 个
B7:M4 平垫圈 36个
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
B8:M4 弹簧垫圈 6 个
B9:M4×25 自攻螺丝 16 个
B10:M6×16 内六角 8个
B11:M6×25内六角 4个
B12:M6 垫圈 12个
C1:直径 12mm光杆 6 条 【长124mm两根 235mm两根 305mm两根】直径1.2cm 中间孔径0.5cm 这个可以买成品的

C2:直径 8mm 不锈钢丝杆 3条 【165mm的13.8cm的丝口 一头2.1cm的光杆】 【276mm的24.9cm的丝口 一头2.1cm的光杆】
2.1cm的光杆】这个可以买成品的
346mm的31.9cm的丝口 一头 【
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
C3:42 型 1.3A 步进电机 3个

小型雕刻机 DIY小型数控电脑雕刻机制作全过程1


小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
C4:内径5-5mm 联轴器 3 个

这个是铝合金的

C5:LM12UU 直线轴承 12 个 这个是塑料的
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1

C6:固定丝杆 625 小轴承 6 个 直径

1.6cm


小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
C7:M8 回差铜螺母(内外+弹簧) 3套


小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
240W直流电主轴

小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
变压器

小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
硅整流器


小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
TA8435-GKB三轴驱动器一个(GKB无半流与脱机手控功能

)
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
24V 5A全新开关电源一个

扩展:小型数控雕刻机 / 小型数控雕刻机教程 / 小型五轴数控雕刻机
小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
打印机并口线一条

小型雕刻机 DIY小型数控电脑雕刻机制作全过程1
2 组装
⑴预组装

扩展:小型数控雕刻机 / 小型数控雕刻机教程 / 小型五轴数控雕刻机
三 : 数控雕刻机开题报告
本科毕业设计(论文)开题报告
课题名称: 数 控雕刻机设计
学院(系):
年级专业: 08级机电3班
学生姓名:
指导教师:
完成日期:
数控雕刻机设计
威克雕刻机 数控雕刻机开题报告
一、 数控雕刻机概述
数控雕刻机是数控技术和雕刻工艺相结合的产物,是一种专用的数控机床。[www.61k.com]与通用的数控机床类似,数控雕刻机通过数控系统根据程序代码控制雕刻机动作,实现雕刻加工的自动化。较传统的手工雕刻、仿形雕刻,数控雕刻具有生产效率高、加工精度高、成品率高、对零件的适应性强等显著优势;同时,借助于专用的雕刻CAD/CAM软件系统,加工控制程序的生成快捷、修改方便。因此,数控雕刻机现已成为实现雕刻加工自动化、高效率、高精度的有效率手段,也是当今雕刻机的发展主流,广泛应用于机械工业、广告传媒、日常消费以及建筑装演等众多领域。
根据研究对象和应用领域的不同,数控雕刻机可以分为模具雕刻机、木工雕刻机、广告雕刻机、激光雕刻机等多种类型。他们的加工性能要求出入很大,对机床和数控系统的要求也各不相同。如模具雕刻机的加工材料为金属,所以对机床本体的刚体要求较高,而且其加工对象是模具,所以对加工系统的精度要求高;而广告机加工的是一般塑胶板或有机玻璃等费金属材料,所以对机床刚性和加工系统的精度都没有很高要求。但各类雕刻机都有一个共同特点,也是数控雕刻机与普通数控机床的一个显著区别,就是由于雕刻刀的特殊性,每次切削的有效成形面积小,所以雕刻的刀具运动轨迹很长,加工时间往往也较长。因此,提高雕刻机的刀具运动速度对缩短零件雕刻时间、提高加工效率具有特别重要的意义。
按照伺服驱动控制的类型不同,数控雕刻机又可以分为步进驱动雕刻机和伺服驱动雕刻机。步进驱动属于开环控制,控制精度较低,但价格便宜,适用于对加工要求不高的中低档雕刻机,如木工,广告业的雕刻加工。伺服驱动控制精度高,但价格较贵,主要用于模具加工等高精度雕刻机。
此外,还可以根据运动坐标控制的联动轴数,将数控雕刻机分为三坐标数控雕刻机、五坐标雕刻机等。三坐标数控雕刻机可以控制三个坐标联动,完成浮雕等常规雕刻加工;五坐标数控雕刻机可以联动控制X,Y,Z三个移动轴和两个旋转轴,用来完成复杂形状零件的雕刻加工。
二、我国数控雕刻机发展现状和发展趋势
雕刻机是由数控龙门铣床转型而来的,但近几年来在在我国发展非常迅 1
威克雕刻机 数控雕刻机开题报告
速,相对于手工雕刻来说它是科技发展的一次质变,它的出现给人们带来了巨大的方便,也给我们在工业上的的发展带来了很大的变化。[www.61k.com)它的运用,大量节省了企业在产品制作上的时间,提高了雕刻工艺及工作效率,并且现在很多行业都受益于雕刻机。2003年是雕刻机在国内受到广泛关注的一年,那时候才陆续的有厂家转身雕刻机行业。而如今,经过不足10年的发展,雕刻机已经被广泛运用于各行各业之中。
随着近年来我国制造业的迅速发展,数控雕刻机产业也获得了良好的发展机遇,有效地促进了我国数控雕刻机的生产和推广应用。我国数控雕刻机起步经济型数控机床,随着数控技术的进步,进过十多年的发展,已形成了多个国品牌的雕刻机,如上海洛克公司生产的啄木鸟数控雕刻机、北京槽雕公司生产精雕数控雕刻机和南京科能公司生产的威克数控雕刻机等。上述各类雕刻机机床本体结构比较简单,控制器大多借鉴国外新技术,采用基于高档的微控制或PC的数控系统,伺服部分以步进电机细分驱动为主,可获得中等控制精度,但价格比较便宜,因此整机的性价比高,适用于精度不太高的普及应用场合。对高精度雕刻加工,目前我国尚以进口数控雕刻机为主,如意大利的左日本的全量等品牌的数控雕刻机。这类数控雕刻机机床本体设计刚度好、精度高,采用伺服电机驱动,加工精度高,控制系统功能全,可靠性高,但价格昂贵,往往倍于国产产品,因此主要应用于模具等高精度加工场合。
数控雕刻机作为制造业一个有力工具,有着非常广阔的发展前景,随着计算机技术、机电技术、机械技术等各个科学技术的发展,数控雕刻机的功能将日益强大,性能将更趋稳定。雕刻机发展趋势总结如下:
(1)、更加精密
控制部分和机械部分精度的提高将极大地提高雕刻系统的精度,控制部分将向闭环私服方向发展,通过反馈调整做到误差补偿,从而可以大幅度提高精度;机械部分将采用更高精度的滚珠丝杠和驱动电机,同时装配工艺的提高也将进一步提高系统的精度。
(2)、更加高效
高性能运动控制技术如DSP技术、32为单片机等的发展,驱动电机性能 2
威克雕刻机 数控雕刻机开题报告
提高,刀具性能提高,采用规范的软件开发技术等等,都将会推动数控雕刻系统向着高速、高效、高可靠性的方向发展。(www.61k.com]
(3)利用移动通讯技术和网络技术飞速的发展,数控雕刻机将朝着数值化、网路化的方向发展。
三、研究的基本内容,拟解决的主要问题
1、本课题的主要研究内容
1)数控雕刻机的总体设计,包括总体结构设计,运动方案、进给运动方案、道具方案等设计;
2)数控雕刻机的机械系统的设计计算,包括主运动系统的设计计算、进给运动系统的设计计算等;
3)数控雕刻机步进电机的选择;
4)用三维设计软件设计有关零部件,并进行装配,生成二维图;
5)基于三维软件的数控雕刻机的运动仿真。
2、拟解决的主要问题:
1)首先是结构形式的确定,选择合理的形式和尺寸。数控雕刻机的设计重要的是在满足设计要求的前提下实现结构的最简化、重量的最轻巧,因此设计的刚度、强度和稳定性计算是设计研究的主要问题。
2)运行机构的设计中驱动方式、驱动轮的位置和轮距、电机制动器等的布置形式也是研究的重要方面,直接影响到数控雕刻机的性能。
3)数控雕刻机装配图及其关键零件的绘制和运动仿真。
四、研究思路和方法
1、根据设计要求和原始资料进行初步的计算:查找相关资料并阅读,并最终确定结构方案;
61阅读提醒您本文地址:
2、设计并计算数控雕刻机机械部分的主要零部件,如传动部件、支撑部件、控制电机等。
3、利用Solidworks、Caxa软件绘制雕刻机的装配图以及重要零件图;
4、利用三维设计软件进行运动仿真;
3
威克雕刻机 数控雕刻机开题报告
五、设计方案
1、雕刻机总体布局的基本要求有一下几点:
1)、首先必须满足如加工范围、工作精度、生产率和经济性等等各种要求;
2)、确保实现既定工艺方法所要求的工件和刀具的相对位置与相对运动。[www.61k.com)在经济合理的条件下,尽量采用较短的传动链,以简化机构,提高传动精度和传动效率;
3)、确保雕刻机具有与所要求的加工精度相适应的刚度、抗振性、热变形及噪音水平;
4)、应便于观察加工过程,便于操作、调整和维修,便于输送、装卸工件和清理,注意防护,确保安全;
5)、结构简单,合理可靠,便于加工和装配。
2、数控雕刻机基本机械结构设计
考虑到降低雕刻机的制造成本,我们采用了结构简单且刚性较好的龙门 4
威克雕刻机 数控雕刻机开题报告
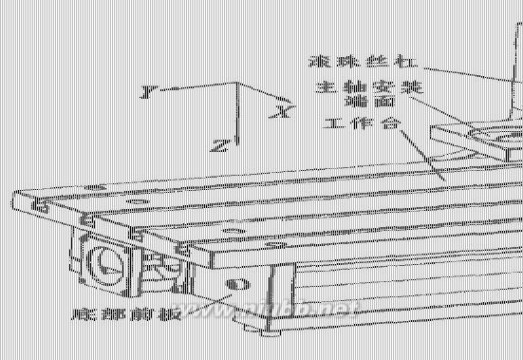
式布局,如下图图所示。(www.61k.com]主要结构有底座、导轨、龙门架、工作台和主轴组件等部分。2块厚的L形铝板底部与y轴滑块固定作为立柱,2块铝板的上部也用铝板连接起到稳定作用。y 轴圆柱导轨的两端分别安装在底部前板和底部后板的安装孔中,起到支撑龙门架与y轴导向作用。X轴圆柱导轨安装在两立柱上的安装孔中,起到横梁支撑与X轴导向作用。X 轴滑块连接Z轴上下板,与Z轴圆柱导轨及Z 轴滑块一起构成Z 轴机构。各轴的进给运动均采用步进电动机驱动滚珠丝杠副的方式。
3、雕刻机运动分配
工作表面形成方法及运动相同,而雕刻机的运动分配不同,雕刻机的布局也会不同。对于同一种运动分配的布局,由于导轨的布置和其他结构形式的不同,也将使雕刻机的布局出现变化。在分配雕刻机运动时,一般应注意一下几点:
1)、移动部件的重量应尽量轻。在其它条件相同的情况下,移动部件的重量越小,所需电机功率和传动件的尺寸也越小;
2)、应有利于提高加工精度;
3)、应有利于提高雕刻机刚度,缩小占地面积;
4)、工件的尺寸重量和形状的影响
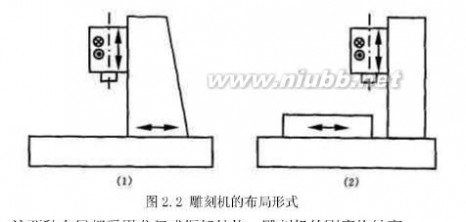
工件的表面形成运动及雕刻机部件的运动分配基本相同,而工件尺寸、重量和形状不同,雕刻机的布局也会有很大差异。另外,还应该考虑雕刻机性能要求的影响,如振动、噪声、热变形、刚度和抗振性,操纵方便的影响,模块化设计法的影响等。通过查阅相关的文献资料,雕刻机基本布局形式通常有下图所示的两种方案:
5
威克雕刻机 数控雕刻机开题报告
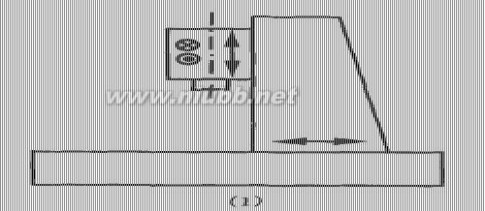
这两种布局都采用龙门式框架结构,雕刻机的刚度均较高。[www.61k.com)
布局(1)方案中,工作台固定,雕刻头作横向和上下移动,立柱作纵向移动。该方案便于变形为不同纵向长度的雕刻机。由于工作台不动,承载能力好,适合加工较重的工件。在使用外伸支架支撑纵向长工件进行批量加工时,支点高度相同,故支架支撑调整方便。但雕刻头运动精度较难保证且立柱移动较笨重。
布局(2)方案中,立柱固定,雕刻头作横向和上下移动,工作台作纵向移动。承载能力较布局(1)方案差。若设计所承载的工件较轻,这种布局方式所需电动机功率和传动件的尺寸较小,移动较轻便。在使用外伸支架支撑纵向长工件进行批量加工时,支点高度相同,故支架支撑调整方便,但支架结构较布局(1)方案略显复杂。该方案的最大优势在于雕刻头运动精度较易保证。
经以上比较,充分考虑到布局的基本要求、影响布局的基本因素及三坐标数控雕刻机的设计参数,可采用布局(2)的方案。
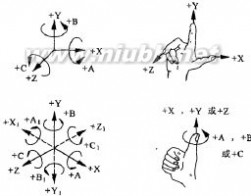
4、坐标系的确定
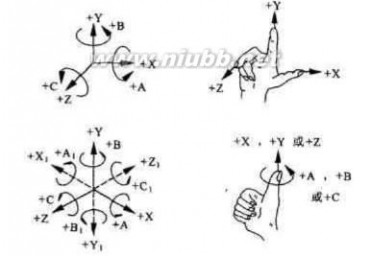
雕刻机的坐标采用右手法则,直角卡迪尔坐标系统。基本坐标轴为X、Y、Z直角坐标,对相应每一个旋转运动符号为A、B、C,如下图所示。Z轴为平行于雕刻机主轴的坐标轴,垂直于工件装夹面。
6
威克雕刻机 数控雕刻机开题报告
5、三维雕刻机的机械机构
该三维雕刻机的机械几何结构由以下几部分组成:
1)、底座部分
作为整机的基础,承担整个机体的重量,要求稳定坚固。[www.61k.com)底座由底下的四只支脚与地面接触;
2)、工作台部分
工作台部分由工作台、y方向的丝杠和导轨,以及支架组成,工作台作为雕刻机承载雕刻物体的部分,表面有工形沟槽,由丝杠驱动;
3)、横梁部分
横梁有x方向的丝杠和导轨,以及支架组成。横梁承载机头的重量,驱动机头动,容量弯曲变形,在结构仿真和仿真中是重要的分析对象;
4)、机头部分
机头部分由主轴组件,z方向的丝杠和导轨,以及支架组成。丝杠驱动主轴的上下运动,主轴组件在加工过程中直接带动雕刻机的高速旋转运动。
6、机械结构的参数化建模与简化
雕刻机机械结构的参数化建模主要在SolidWorks中进行,这样可以很方便地根据优化结果对模型进行修改。通常在有限元分析前,还需要对模型进行适当的简化。这是因为当零件或装配设计本身较为复杂时,建立的模型就
7
威克雕刻机 数控雕刻机开题报告
包含很多细节,在分析结构的不同特性时,某些细节并不需要考虑。(www.61k.com]如果不进行简化,对这些细节也进行分析计算,会导致分析计算量大而占用太大的存储空间或增加计算中出错的几率。另外,由于分析结果中这些细节部位的变形量和应力较大,使得某些部位的变形量显示不出来,掩盖了真正要关心问题。因此,对要分析的模型进行适当的简化是优化过程中的重要一步。模型的简化方案应建立在仿真分析内容的基础上,不同的问题简化的内容应有所不同。
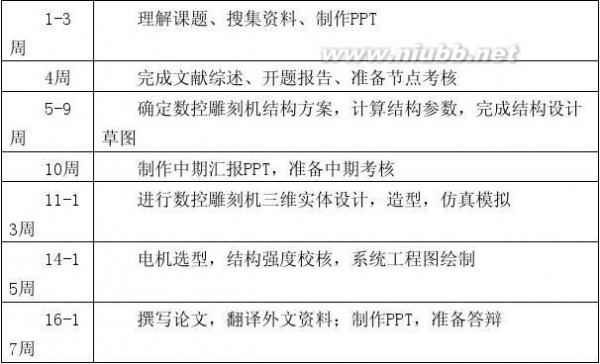
六、进度计划
61阅读提醒您本文地址:
七、主要参考文献
[1] 《机械设计手册》编委会,北京:机械工业出版社,2004;
[2] 赵松年,张奇鹏,机电一体化机械系统设计,北京:机械工业出版社,1996;
[3] 赵松年,戴志义,机电一体化数控系统设计,北京:机械工业出版社,1994;
8
威克雕刻机 数控雕刻机开题报告
[4] 宋天麟,数控机床及其应用与维修,东南大学出版社,2003;
[5]刘雄伟,数控加工理论与编程技术-2,北京:机械工业出版社,1994;
[6]谭建成,机电控制专用集成电路,北京:机械工业出版社,2002;
[7] 张新义,经济型数控机床系统设计,北京:机械工业出版社,1994;
[8] 王爱玲,现代数控机床结构与设计,兵器工业出版社,1994;
[9] 蔡厚道等,数控机床构造,北京理工大学出版社,2007;
[10] 文怀兴,数控铣床设计,化学工业出版社,2001;
[11] 刘仁家等,机械设计常用元器件手册,北京:机械工业出版社,1994
[12] 许立忠,机械设计,中国标准出版社,第一版;
[13] 王先逵,机械制造工艺学,北京:机械工业出版社,第二版;
[14] H odd D. Morton. Embedded Microcontrollers. Pearson Education North Asia Limited,2001;
[15] Geg Paul,New Processors Transform control,Mechanical Engineering,1997.4。(www.61k.com]
9
威克雕刻机 数控雕刻机开题报告
八、指导教师意见
指导教师签字:
年 月 日
九、系级教学单位审核意见:
审查结果: □ 通过 □ 完善后通过 □ 未通过
负责人签字:
年 月 日
说明:
1.开题报告版面设置为:B5纸,上下页边距分别为2.5cm和2cm,左右页边距分别为2.4cm和2cm。(www.61k.com)
2.开题报告正文标题及内容,宋体,小四号,行间距为固定值20磅。
10
61阅读提醒您本文地址:
四 : 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
目 录
摘要 ........................................................... 1
关键词 ......................................................... 1
1前言 .......................................................... 2
1.1雕刻机概述 .................................................. 2
1.1.1雕刻机起源 ................................................ 2
1.2数控雕刻机及其发展现状 ...................................... 3
1.2.1数控雕刻机 ................................................ 3
1.2.2研制雕刻机的目的和意义 .................................... 4
1.2.3数控雕刻机的特点 .......................................... 4
1.2.4数控雕刻机的应用领域 ...................................... 5
1.2.5我国数控雕刻机的发展现状 .................................. 5
2雕刻机的机械结构 .............................................. 6
2.1雕刻机的工作原理 ............................................ 6
2.2整体结构 .................................................... 7
2.2.1雕刻机总体布局的基本要求 .................................. 7
2.2.2 影响雕刻机布局的基本因素 ................................. 7
2.2.3 坐标系的确定 ............................................. 8
2.2.4三维雕刻机的机械结构 ...................................... 9
2.3进给系统 .................................................... 9 2.4进给系统 ................................................... 13
3 三坐标数控雕刻机的机械系统的设计 ............................ 14
3.1 设计参数的确定 ............................................ 14
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
3.2 切削力、切削扭矩和切削功率计算 ............................ 14
3.2.1铣削力、扭矩和功率的计算 ................................. 14
3.2.2钻削力、扭矩和功率的计算 ................................. 15
3.3 主运动系统的设计计算 ...................................... 16
3.3.1主运动系统传动链的组成 ................................... 16
3.3.2 主轴电动机的设计计算 .................................... 17
3.4进给运动系统的设计计算 ..................................... 18
3.4.1 进给系统传动链的组成 .................................... 19
3.4.2滚珠丝杠副的设计计算 ..................................... 19
3.4.3工作台进给电动机的设计计算 ............................... 22
3.4.4 工作台直线导轨副的设计计算 .............................. 23
3.5插补法 ..................................................... 23
4结论 ......................................................... 25
4.1总结 ....................................................... 25
4.2数控雕刻机的发展展望 ....................................... 26
参考文献 ...................................................... 26
致谢 .......................................................... 27
移动龙门式小型数控雕刻机Z轴和X轴的机结构设计
摘 要:随着微电子技术和微型计算机的飞速发展,数控雕刻机的应用越来越广泛。(www.61k.com]机电一体化广泛地综合了机械、微电子、自动控制、信息、传感测试、电力电子、接口、信号变换和软件编程等技术,并将这些技术有机的结合成一体。本文简要的介绍了雕刻机的起源和发展现状,分析了国内外雕刻机的特点说明雕刻机的功能和使用范围;详细的分析了雕刻机的总体布局和结构方案,以及主运动和进给运动系统的选择,以及“三维雕刻”插补法的选择,分析和实现过程,实现雕刻系统的初步优化。
关键词:雕刻机;数控系统;机电一体化
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
The structure design of the Z and X of the small mobile gantry CNC
engraving plotter
Abstract:Along with the development of micro-electronics technology and microcomputer technology,engraving plotter will be widely used.These technologies are widely used in Mechatronics, including mechanism, microelectronics,autocontrol, information, sensor and test,power and electron, interface, signal transform, software program. On the other hand, Mechatronics makes these technologies integrated closely.The thesis in brief introduces the genesis and developmental status quote of Engraving Plotter,analyses characteristics of inland and overseas Plotters,and explains its function and use range. We analyze the overall arrangements and framework,the movement mode of numerical control system,the select of main movement system and feed movement system etc. As well as we select and analyze and realize the process of 3D-Engrave interpolation arithmetic.
Key words: Engraving plotter; Numerical control system; Mechatronics
1 前言
1.1 雕刻机概述
1. 1. 1 雕刻机起源
雕刻可以追溯到远古时期,母系氏族时期的半坡氏族的“人面网纹盆”便是雕刻的雏形。[www.61k.com)在我国北宋时期便发明了活字印刷,《梦溪笔谈》有记:“其法用胶泥刻字,薄为钱唇,每字为一印,火烧令坚··一”。这里的刻字应属于雕刻的范畴。随着时代的发展,我国的雕刻艺术日益精深,玉雕、象牙雕、红木雕、篆刻泥人雕等手工雕刻技术都可堪称一绝。
上世纪90年代至今,机械雕刻获得了前所未有的发展。从最初的刻字机,刻章机再到三维雕刻机,制作工艺也日渐成熟,应用范围也日渐广泛。大到楼房建筑的装饰,小到商店门前的招牌,乃至很多产品的标识铭牌,可谓雕刻的使用范围无处不在。
雕刻机(Engraving Plotter),顾名思义就是用机器代替人工进行雕刻的设备。 1938年世界第一台手动雕刻机在法国“嘉宝”问世,1950年“嘉宝”生产出世界第一台真正意义的电动、可缩放比例的手动雕刻机。随后美国、日本和法国等国也开始研制。20世纪90年代,随着微电子技术的突飞猛进,直接推动微型计算机的急剧发展。微电子技术和微型计算机技术带动整个高技术群体飞速发展,从而使雕刻机产生了质的飞跃。雕刻机完成了从2D-2.5D-3D加工的变革,功能完善、性能稳定、造型美
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
观和价格合理成为雕刻机研制的基本要求。[www.61k.com)
1.2 数控雕刻机及其发展现状
1.2.1 数控雕刻机
传统雕刻加工业是一门技术性要求很高的手工技艺,雕刻品的质量完全取于雕刻师的技艺水平,所以生产的效率低、成本高,制品的随意性强、一致性差,严重制约了雕刻行业的发展。这使得雕刻机的产生成为必然。雕刻机的功能决定了其使用范围。从工艺上,雕刻可分为全自由度空间雕刻、三维立体雕刻和二维平面雕刻。其中,全自由度空间雕刻主要用于一些形状复杂的工艺品或大型艺术作品的雕刻工作,如玉雕、木雕工艺品以及冰雕与沙雕等作品。
此类制品往往注重艺术创作性,制品的构成形状复杂、随意性强、工艺性差。因此这类工艺迄今为止雕刻机尚无能为力,只能采用手工雕刻,制品的质量和艺术性完全依赖于雕刻师的技艺水平。相比之下,在三维立体雕刻和二维平面雕刻机则大有可为。三维立体雕刻类似于三维铣削加工,可以完成精密模具、艺术浮雕曲面等雕刻加工;而二维平面雕刻工艺主要用于标牌文字及平面几何图形的雕刻加工。目前,三维立体和二维平面雕刻大部分已采用雕刻机完成,克服了传统手工雕刻存在的缺陷。
根据控制原理的不同,雕刻机可分为仿形雕刻机和数控雕刻机 (采用 CNC系统)两大类型。仿形雕刻机的工作原理类似于仿形铣削,在加工前必须制作仿形模型,这一过程通常需手工完成,周期长、效率低。
数控雕刻机是数控技术和雕刻工艺相结合的产物,是一种专用的数控机床。与通用数控机床类似,数控雕刻机通过数控系统根据程序代码控制雕刻机动作,实现雕刻加工的自动化。较传统的手工雕刻、仿形雕刻,数控雕刻具有生产效率高、加工精度高、成品率高、对零件的适应性强等显著优势;同时,借助于专用的雕刻 CAD/CAM软件系统,加工控制程序的生成快捷、修改方便。因此,数控雕刻机现已成为实现雕刻加工自动化、高效率、高精度的有效手段,也是当今雕刻机的发展主流,广泛应用于机械工业、广告传媒、日常消费以及建筑装演等众多领域。
对象和应用领域的不同,数控雕刻机可分为模具雕刻机、木工雕刻机、广告雕刻机、激光雕刻机等多种类型。它们的加工性能要求出入很大,对机床和数控系统的要求也各不相同。如模具雕刻机的加工材料为金属,所以对机床本体的刚性要求较高,而且其加工对象是模具,所以对加工系统的精度要求高;而广告机加工的是一般是塑胶板或有机玻璃等非金属材料,所以对机床刚性和加工系统的精度都没有很高要求。但各类雕刻机都有一个共同的特点,也是数控雕刻机与普通数控机床的一个显著区别,
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
就是由于雕刻刀的特殊性,每次切削的有效成形面积小,所以零件雕刻的刀具运动轨迹很长,加工时间往往也较长。(www.61k.com)因此,提高雕刻机的刀具运动速度对缩短零件雕刻时间、提高加工效率具有特别重要的意义。
数控雕刻机技术广泛应用于模具模型、工艺品、印刷电路板的制作和广告。本文介绍了研究了数控雕刻机的功能、结构和组成。在深入分析目前国内外数控雕刻机的现状,数控雕刻机的控制结构与原理的基础上提出了本数控雕刻机的总体设计方案,并进行了主传动系统的计算。
三维机械雕刻机总体上满足设计的要求,在机械本体部分结构紧凑、安全方便,各部分的零件通用性较好,易于保养或维修。切易于操作,具有很大的可行性。本文对三维雕刻机的插补算法进行了选择,屏除了过去传统的插补算法,采用了一种新型的插补算法,保证插补速度和插补精度,提高了雕刻机的效率和性能。
按照伺服驱动控制的类型不同,数控雕刻机又可以分为步进驱动雕刻机和伺服驱动雕刻机。步进驱动属于开环控制,控制精度较低,但价格便宜,适用于对加工要求不高的中低档雕刻机,如木工、广告业的雕刻加工。伺服驱动控制精度高,但价格较贵,主要用于模具加工等高精度雕刻机。由于对控制精度要求不高,所以在本设计中采用的步进驱动。
此外,还可根据运动坐标控制的联动轴数,将数控雕刻机分为三坐标数控雕刻机、五坐标数控雕刻机等。三坐标数控雕刻机可以控制三个坐标轴联动,完成浮雕等常规雕刻加工;五坐标数控雕刻机可以联动控制X,Y,2三个移动轴和两个旋转轴,用来完成复杂形状零件的雕刻加工。
1.2.2 研制雕刻机的目的和意义
建国五十年来,我国的机械工业虽然已经有了较大的发展,具备了一定的基础和规模,初步满足国民经济和人民生活的需要。但随着世界科学技术的迅速发展,我国机械工业的技术水平和生产能力与工业发达国家相比还存在相当大的差距。因此,在我国以新技术改造传统产业和开发高技术含量的新产品,已成为当前机械工业以至各传统产业密切关注和改革的焦点。
机电一体化技术是机械技术和电子技术的有机结合,它包括机械、电子、计算机和自动控制技术。它从系统工程的观点出发,使产品或系统实现整体优化。近年来,世界上各发达国家竞相发展机电一体化技术,以提高制造技术水平,实现生产系统向柔性化、智能化发展。机电一体化技术给传统的机械工业带来了革命性的变革和惊人的效益,使产业结构、生产方式和管理体制发生深刻的变化。机电一体化是当今世界
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
机械工业技术和产品发展的主要趋势,也是我国机械工业发展的必由之路。(www.61k.com]
1.2.3 数控雕刻机的特点
数控雕刻机的主要特点如下:
1)自动化程度高。具体的雕刻过程都是数控雕刻机自动完成的。
2)产品的尺寸精度高,一致性好。数控雕刻过程是由计算机控制完成,可以达到很高的精度和表面质量:批量加工时,产品的一致性好,这对于小模具行业是十分重要的。
3)拓展了雕刻领域。只需改变控制程序,数控雕刻机便可以雕刻浮雕、各种复杂的曲面,支持各种刀具,改善了雕刻表面质量,提高了雕刻效率。
4)数控雕刻机都有钻铣功能,可用于钻孔、切边、加工小模具,性价比高。
1.2.4 数控雕刻机的应用领域
数控雕刻机的应用领域广泛,举例如下:
1)广告及礼品制作业,用于雕刻各类双色板标牌、有机玻璃、三维广告牌、双色人物雕像、浮雕奖章、有机板浮雕、立体门头字等。
2)模型制作业,制作沙盘模型、房屋模型等。
3)模具制作业,雕刻纽扣浮雕模、印刷烫金模,注塑模、冲压模、鞋模等。
4)木器业,用于浮雕图案设计及制作。
5)印刷电路板(PCB)新产品开发中的电路制作,钻孔、铣槽等。
6)印章业,各类字体各类材料的印章雕刻。
7)电火花加工机床电极雕刻加工。
8)机械加工业,刻度盘字轮及标尺刻度。
9)汽车工业、轮胎模具,车灯模具及装饰品模具加工。
而且,随着各种新型装饰材料的不断出现,能用于雕刻的材料越来越多,使得计算机数控雕刻机有了更大的用武之地。因此,计算机数控雕刻机的应用范围还将不断扩大。
1.2.5 我国数控雕刻机的发展现状
随着近年来我国制造业的迅速发展,数控雕刻机产业也获得了良好的发机遇有效地促进了我国数控雕刻机的生产和推广应用。我国的数控雕刻机起步经济型数控机床,随着数控技术的进步,经过十多年的发展,己形成了多个国品牌的雕刻机,如上海洛克公司生产的啄木鸟数控雕刻机、北京糟雕公司生产精雕数控雕刻机和南京科能公司生产的威克数控雕刻机等。
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
上述各类型雕刻机机床本体结构较为简单,控制器大多借鉴国外新技术,采用基于高档的微控制或PC的数控系统,伺服部分以步进电机细分驱动为主,可获得中等控制精度,但价格比较便宜,因此整机的性价比较高,适用于精度要求不太高的普及应用场合对高精度的雕刻加工。(www.61k.com]
目前我国尚以进口数控雕刻机为主,如意大利的左日本的全量等品牌的数控雕刻机。这类数控雕刻机机床本体设计刚高度好、精度高,采用伺服电机驱动,加工精度高,控制系统功能全、可靠性,但价格昂贵往往倍于国产产品,因此主要应用于模具等高精度加工场合。
2 雕刻机的机械结构
2.1 雕刻机的工作原理
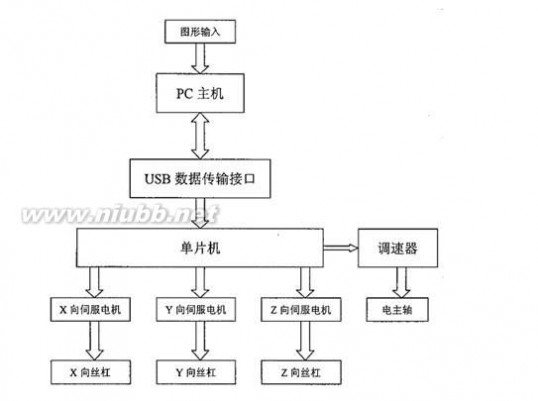
计算机数控雕刻机实际是一个三维数控系统,其工作原理如图1所示
图1 数控雕刻机工作原理
Fig.1 Working principle of CNC engraving
通用微型计算机内安装专用的设计排版软件进行图形、文字的设计、排版,自动生成加工路径信息,通过USB接口或其他数据传输接口将刀具路径数据传输给单片机,
数控系统接收刀具路径数据,完成显示、和用户交互等一系列功能后,用特定的算法
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
将输入的路径信息转化为数控信息,控制器把这些信息转化为驱动步进电机或伺服电机的信号(脉冲串),控制雕刻机X,Y,2三轴的走刀。(www.61k.com)
同时,进行铣削,即可雕刻出在计算机上设计的各种平面或立体的图形文字,实现雕刻自动化加工。
2.2 整体结构
机械结构作为雕刻机的硬件部分,对雕刻机的加工过程、刻字效果等有着重要的影响。下面对数控雕刻机的机械结构作详细介绍。
2.2.1 雕刻机总体布局的基本要求
雕刻机总体布局的基本要求有以下几点:
1)首先必须满足如加工范围、工作精度、生产率和经济性等等各种要求;
2)确保实现既定工艺方法所要求的工件和刀具的相对位置与相对运动。在经济、合理的条件下,尽量采用较短的传动链,以简化机构,提高传动精度和传动效率;
3)确保雕刻机具有与所要求的加工精度相适应的刚度、抗振性、热变形及噪音水平;
4)应便于观察加工过程,便于操作、调整和维修,便于输送、装卸工件和清理,注意防护,确保安全;
5)结构简单,合理可靠,便于加工和装配。
2.2.2 影响雕刻机布局的基本因素
在满足总体布局的基本要求的基础上,还应当考虑影响雕刻机布局的基本因素:
(1)表面形成运动的影响
不同形状的加工表面往往采用不同的刀具来加工,从而表面形成运动的形式和数目就不同,并导致布局的差异。相同形状的加工表面,由于工件的技术要求和生产率要求等不同,也可以采用不同的刀具、不同的表面形成运动来加工,从而形成不同的布局。由此可知,工件表面形成运动直接决定了雕刻机布局的形式,是影响雕刻机布局的决定性因素。
因而,在布局雕刻机时,必须根据加工要求,全面、综合地考虑工件的表面形成方法及运动,以期作出具有较好技术经济效果的布局设计。
(2)雕刻机运动分配的影响
工件表面形成方法及运动相同,而雕刻机的运动分配不同,雕刻机的布局也会不同。对于同一种运动分配的布局,由于导轨的布置和其它结构形式的不
同,也将使雕刻机的布局出现变化。在分配雕刻机运动时,一般应注意以下几点:
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
1) 移动部件的重量应尽量轻。(www.61k.com)在其它条件相同的情况下,移动部件的重量越小,所需电机功率和传动件的尺寸也越小
2) 应有利于提高加工精度
3)应有利于提高雕刻机刚度,缩小占地面积
4)工件的尺寸重量和形状的影响
工件的表面形成运动及雕刻机部件的运动分配基本相同,而工件尺寸、重量和形状不同,雕刻机的布局也会有很大差异。另外,还应考虑雕刻机性能要求的影响,如振动、噪声、热变形、刚度和抗振性,操纵方便形的影响,模块化设计法的影响等。通过查阅相关的文献资料,雕刻机基本布局形式通常有下图2所示的两种方案:
图2 雕刻机的布局形式
Fig.2 The layout of the engraving plotter
这两种布局都采用龙门式框架结构,雕刻机的刚度均较高。
布局(1)方案中,工作台固定,雕刻头作横向和上下移动,立柱作纵向移动。该方案便于变形为不同纵向长度的雕刻机。由于工作台不动,承载能力好,适合加工较重的工件。在使用外伸支架支撑纵向长工件进行批量加工时,支点高度相同,故支架支撑调整方便。但雕刻头运动精度较难保证且立柱移动较笨重。
布局(2)方案中,立柱固定,雕刻头作横向和上下移动,工作台作纵向移动。由于工作台移动,承载能力较布局(1)方案差。若设计所承载的工件较轻,这种布局方式所需电动机功率和传动件的尺寸较小,移动较轻便。在使用外伸支架支撑纵向长工件进行批量加工时,支点高度相同,故支架支撑调整方便,但支架结构较布局(1)方案略显复杂。该方案的最大优势在于雕刻头运动精度较易保证。
经以上比较,充分考虑到布局的基本要求、影响布局的基本因素及三坐标数控雕刻机的设计参数,采用布局(2)的方案。
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
2.2.3 坐标系的确定
雕刻机的坐标系采用右手法则,直角卡笛儿坐标系统。(www.61k.com)基本坐标轴为X 、Y 、Z 直角坐标,对相应每一个旋转运动符号为A 、B 、C ,如图 3 所示。Z 轴为平行于雕刻机主轴的坐标轴,垂直于工件装夹面。
图3 右手坐标系统
Fig.3 The system of right coordinate
2.2.4 三维雕刻机的机械结构
该三维雕刻机的机械几何结构,由以下几部分组成:
1)底座部分
作为整机的基础,承担整个机体的重量,要求稳定坚固。底座由底下的四只支脚与地面接触;
2)工作台部分
工作台部分由工作台,y方向的丝杠和导轨,以及支架组成。工作台作为雕刻工作时承载雕刻物体的部件,表面有T形沟槽,由丝杠驱动,导轨导向:
3)横梁部分
横梁由x方向的丝杠和导轨,以及支架组成。横梁承载机头的重量,驱动机头动,容易弯曲变形,在结构仿真和运动仿真中是重要的分析对象:
4)机头部分
机头部分由主轴组件,2方向的丝杠和导轨,以及支架组成。丝杠驱动主轴组的上下运动,主轴组件在加工过程中直接带动雕刻头的高速旋转运动。
下面从雕刻机的功能角度,介绍一下各部分的结构及设计。
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
2.3 进给系统
进给系统由伺服驱动电路、伺服驱动装置、机械传动机构及执行部件组成。(www.61k.com]它的作用是接收数控系统发出的进给速度和位移指令信号,由伺服驱动电路作转换和放大后,经伺服驱动装置和机械传动机构,驱动机床的工作台、主轴头架等执行部件实现工作进给和快速运动。数控系统的伺服进给系统与一般机床的进给系统有本质上的区别,它能根据指令信号精确的控制执行部件的运动速度和位置,以及几个执行部件按一定规律运动所合成的运动轨迹。
下面介绍一下雕刻机的进给系统的机械结构和电机驱动。雕刻机的进给运动方式如下:
工作台带动工件做y方向的进给运动,机头沿x方向横梁做进给运动,雕刻头在直流电机的带动下做高速旋转,并在Z方向做上下运动。刀具和工件的运动的合成就可以得到文字和图案的轮廓。
(1)机头沿x方向的丝杠左右运动,实现雕刻宽度;如下图4所示:
图4 雕刻机X方向进给图
Fig.4 X direction feeding figure of engraving plotter
(2)工作台沿y方向的丝杠前后运动,实现雕刻长度,如下图5所示:
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
图5 雕刻机Y方向的进给图
Fig.5 Y direction feeding figure of engraving plotter
(3)机头沿Z向的丝杠上下运动,实现雕刻深度。[www.61k.com)
各个传动链中均采用丝杠螺母传动副,保证了运动的传递平稳和结构的紧。丝杠一端通过联轴器与电机轴相联,由步进电机驱动丝杠,将旋转运动转化为直线运动。另一端采用轴承为支承。步进电机的旋转方向和转速,由指令脉冲决定。指令脉冲数就是电动机的转动步数,即角位移的大小。只要改变指令脉冲频率,就可以使步进电动机的旋转速度在很宽范围内连续调节。它具有以下特点:
1)位置控制功能
可预先发出具体的脉冲数量,从而得到需要输出的角度。
2)无极调速功能
可根据发送脉冲的速度,得到需要的电机的转速。
3)正/反,急停及锁定功能
通过对系统的高低电平控制,得到正/反旋转的效果,在电机锁定情况下 (电机绕组中存在电流,外部没有要求旋转的电脉冲),仍有静止力矩的输出。
4)低转速及高精度位置功能
通过对脉冲速度的控制,可直接得到极低的转速而不需要通过齿轮箱的过渡,从而避免了功率的损耗和角度位置的偏差。
5)长寿命
不需要像普通的直流电动机通过电刷和换相器换相,从而减少了摩擦,增长了寿命。如图6所示:
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
图6 丝杠与电机轴的连接
Fig.6 Connection of screw and motor shaft
刚性联轴器用于丝杆与电机的联接,可提高两轴头连接的固定精度,如图6所示。(www.61k.com)它的特点有:
1)可用于小型、瞬间惯量小和高速转动的场合;
2)安装后无反作用力,而且维护简单;
3)提高丝杠的强度时,跳动不会受到影响;
4)依靠锁紧螺栓施加的摩擦紧固,无需键;
5)在高速转动时可保持平稳。
导轨的主要功能是导向和承载作用。导轨使运动部件沿一定的轨迹运动,从而保证各部件的相对位置和相对位置精度。导轨承受运动部件及工件的重量及切削力,在很大程度上决定数控机床的刚度、精度与精度保持性。
雕刻机的x向和y向丝杠两侧各采用一对圆柱形导轨作为导向件,另外可以分担丝杠所承受的机头和工作台的重量。圆柱形导轨加工容易,导向精度高,可满足定位精度的要求。
Z丝杠不承受径向载荷,为保证精度,采用两根导轨导向。Z的固定依靠步进电机的自锁来实现。
圆形导轨两端通过螺钉固定在丝杠支架上,并与导轨套形成移动副。如下图7所示
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
图7 丝杠和圆导轨的支承方式
Fig.7 The bearing way of screw and circular
各个传动链上的丝杠螺母与不同零件以螺钉固定连接,通过与丝杠的相对运动实
现传动:
1)与工作台固定连接,相对于y向丝杠运动向丝杠运动向支架固定连接,相对于
2)与机头向丝杠运动
3)与机头 向支架固定连接,相对于Z向丝杠移动。[www.61k.com)
2.4 主轴组件
此处省略 NNNNNNNNNNNN字。如需要完整说明书和设计图纸等.请联系 扣扣:九七一九二零八零零 另提供全套机械毕业设计下载!该论文已经通过答辩
2.5 机床的总体布局确定
考虑到降低雕刻机的制造成本,采用了结构简刚性单且较好的龙门移动式布局,
如图8所示。外形尺寸(长×宽×高)约为 930mm×650mm×360mm,
主要结构有底座、工作台、龙门架、X向进给电动机、Y向进给电动机、Z向进给电动机、主轴电动机、雕刻机机身及电气系统部分组成。雕刻机在工作时,先将加工对象固定在工作台上,选择合适的刀具装夹在电主轴上,能够实现X、Y、Z 轴3个方向进给运动由可编程序控制器实现自动控制,来完成工件的自
动加工。 Y向进给电动机 Z向进给电动机 主轴电动机 机头
X向进给电动机 立柱
龙门架
工作
底座
图8 雕刻机系统结构简图
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
Fig.8 The structure diagram of engraving plotter system
3 三坐标数控雕刻机的机械系统的设计
本章详细介绍了广告型三维机械雕刻机机械部分的主要零部件,如主轴电动机、步进电动机、传动部件和支承部件的详细设计计算及选型过程。[www.61k.com]
3.1 设计参数的确定
由课题所给的设计参数,结合广告型三维机械雕刻机的总体设计方案,初步确定该雕刻机机械部分的主要参数,如表1所示。
表1 机械设计参数表
Table 1 The parameter table of mechanical design
项目 参数 单位
主轴最高转速 n=20000 r/min
最大进给速度 vf?3500 mm/min
工作台总行程(Y) 320 mm
主轴总行程(X) 280 mm
主轴总行程(Z) 120 mm
定位精度 30 ?m
脉冲当量 0.01 mm
使用寿命 L?20000 hrs
3.2 切削力、切削扭矩和切削功率计算
三坐标数控机械雕刻机的加工对象主要是针对非金属材料和铝合金材料的雕刻加工。这些材料具有较高的强度和良好的塑性。
用硬质合金直柄立铣刀(d0?6mm,z?2)和高速钢标准麻花钻(d0?3mm)在铝板上进行铣削和钻削,分别进行切削力、切削扭矩和切削功率的计算。
根据三维机械雕刻机的加工范围和使用功能及在实际生产过程中不同的切削方式所使用时间的分配,经过统计,大致可将切削方式分为强力切削(切)、一般切削(雕)、精细切削(刻)和快速进给四种方式。
3.2.1 铣削力、扭矩和功率的计算
选用的铣刀是整体硬质合金直柄立铣刀6×57 GB/T 16770.1-2008,通过查阅孟少农主编的《机械加工工艺手册》,得到表3.2 左侧的经验公式,代入已知参数进行简化,可得到仅与切削深度ap、进给速度vf和铣刀转速n有关的计算公式填入表2右侧。
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
表2 铣削力、扭矩和功率计算公式的简化
Table 2 Milling force, torque and power of simplified calculation formula
计 算 公 式 和 参 数 选 定 计 算 结 果 铣削力:F z?
铣削扭矩: M?z0?m?M?3.0?????Fz?????????(Nm)
Fv铣削功率: pm?3.14?10?7FZn????(kW)pm?Z4?????????kW??
6?10
xFuF
CFapfyFawz
dn
Fd2???
qF0
wF
kFZ??????(N)
?0.62
Fz?42.76apv0.75?(N) fn
其中:CF?116,XF?1,YF?0.75,UF?0.85,qF?0.73,WF??0.13,KF?0.25 。[www.61k.com]铣削宽度
aw(mm),铣削深度ap(mm),进给速度vf?afzn(mm/min),铣削速度v??d0n/1000(m/min),d0—— 铣刀外径((mm),af—— 每齿进给量(mm/z), z —— 铣刀齿数,n——铣刀转速(r /min) 。
将切削深度ap、进给速度vf和铣刀转速n的变量代入分别计算,得到计算结果,如下表3所示。
表3 铣削力、扭矩和功率的计算
Table 3 The calculation of milling force, torque and power
切削方式 工作时间 参 数 计 算 结 果
apvf
百分比t% n
n丝
FZM
Pm
强力切削 10% 2.5 120 9000 20 13.70 0.041 0.039 一般切削 30% 1 1200 15000 300 22.45 0.043 0.106 精细切削 50% 0.5 2400 20000 600 15.80 0.0475 0.0992 快速进给 10% - 3600 - 900 0 0 0
其中:n丝—丝杠转速,n丝?vf/Ph(r/min),预选丝杠导程Ph?4(mm)
ap—铣削深度(mm),Vf—进给速度(mm/min),n—铣刀转速(r/min),
Fz—铣削力(N),M—铣削扭矩(Nm),Pm—铣削功率(kW)。
3.2.2 钻削力、扭矩和功率的计算
通过查阅参考文献,按上节的简化过程,可得到仅与进给速度vf和钻头转速n有关的计算公式,如下表4所示。
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
表4 钻削力、扭矩和功率的计算公式的简化
Table 4 Cutting force, torque and power of the simplified calculation formula
计 算 公 式 和 参 数 选 定 计 算 结 果
0.7钻削力:Fz?CFd0zFfyFkF??????(N) Fz?450(vf/n)????????(N)
z钻削扭矩: M?CM?d?M?0.686(vf/n)0.8???(Nm)?fy?kM???????m? MM
钻削功率: Mvpm?0.012Mvf??n?????(kW)?kw?P?m
30d0
CM?0.305,zM?其中:CF?600,zF?1.0,yF?0.7,2.0,yM?0.8,kF?kM?0.(加
工铝合金)。(www.61k.com)进给速度vf?fn(mm/min),钻削速度v??d0n/1000(m/min),d0—钻头外径(mm),f—进给量(mm/r),n—钻头转速(r/min)。
将进给速度vf和钻头转速n的变量代入分别计算,将得到的计算结果填入表5,由于钻削功率的计算结果较小,忽略不计。
表5 钻削力、扭矩和功率的计算 Table 5 The calculation of cutting force, torque and power
切削方式 工作时间 参 数 计 算 结 果
fn 百分比t% vn丝FZMPm
强力切削 10% 300 9000 75 41.61 0.045 - 一般切削 30% 480 15000 120 49.44 0.044 - 精细切削 50% 600 20000 150 38.65 0.042 - 快速进给 10% 900 - 225 0 0 0
其中:n丝—丝杠转速,n丝?vf/Ph(r/min),预选丝杠导程Ph?4(mm),vf—进给速度(mm/min),n—钻削转速(r/min),Fz—钻削力(N), M—钻削扭矩(Nm),Pm—钻削功率(kW)。 3.3 主运动系统的设计计算
本节主要设计主运动系统中的电主轴,以确定它们的型号和参数。
数控机床的主传动系统除应满足普通机床主传动的要求外,还提出以下要求:
1)具有更大的调速范围,并实现无级变速。数控机床就要为了保证加工时能选用合理的切削用量,并充分发挥刀具的切削性能,从而获得最高的生产率、加工精度和表面质量,必须具有更高的转速和更大的调速范围。对于自动换刀的数控机床,工序
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
集中,共建一次装夹,可完成许多工序,所以,为了适应各种国内工序和各种加工材质的要求,住运动的调速范围还应进一步扩大。(www.61k.com]
2)具有较高的精度和刚度,传动平稳,噪声低。数控机床加工精度的提高,与主运动系统的刚度密切相关。
为此,应提高传动件的制造精度与刚度,齿轮齿面进行高频感应加热淬火增加耐磨性;最后一集采用斜齿轮传动,使传动平稳;采用高精度轴承及合理的支撑跨距等,以提高主轴组件的刚性。
3)良好的抗振性和热稳定性 数控机床上一般既要进行粗加工又要进行精加工;加工时可能由于断续切削、加工余量不均匀、运动部件不平衡以及切削过程中的自激振动等原因引起的冲击力或交变力的干扰,使主轴产生振动,影响加工精度和表面粗燥度,严重时甚至破坏刀具或零件,是加工无法顺利进行.
因此在主传动系统中的各主要零部件不但要具有一定的静刚度,而且具有足够的抑制各种干扰力引起的动的能力——抗振性。抗振性用动刚度或动柔性度来衡量。例如主轴组件的动刚度取决于主轴的当量静刚度、阻尼比及固有频率等参数。
机床在切削加工中主传动系统的发热使其中所有零部件产生热变形,破坏了零部件之间的相对位置精度和运动精度造成的加工误差,且热变形限制了切削用量的提高,降低了传动效率,影响到生产率。
为此要求主轴不见具有较高的热稳定性,通过保持合适的配合间隙,并进行循环润滑保持热平衡等措施来实现。
3.3.1 主运动系统传动链的组成
电机直接驱动主轴是精密机床、高速加工中心和数控车床常用的一种驱动形式。如平面磨床的砂轮主轴,高速内圆磨床的磨头。转速小于3000r/min的主轴,采用异步电动机轴通过联合器直接驱动主轴,机床可通过改变电动机磁极对数来实现变速;转速小于8000r/min的主轴,可采用变频调速电动机直接驱动;高速主轴,可将电动机与主轴做成一体,即内装电动机主轴,转子轴就是主轴.
所以本雕刻机应选用电主轴。
3.3.2 主轴电动机的设计计算
根据前面两节的计算结果,取一定的安全系数,忽略传动效率,主轴电动机所需的扭矩、功率和转速计算过程如表6所示。
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
表6 主轴电动机设计计算
Table 6 Design and calculation of spindle motor
序号 计算项目 符号 单位 计算公式和参数选定 计算结果
i
0 额定转矩
NmM0M?0.11
1 转矩计算 查表3.3和表3.5 e
M?iMAX?M?
取i=2取较大值得到: M0≥0.095取整
P0kW2 功率计算 P0?MAX?Pi? 额定功率
查表3.3和表3.5 取大值得到P0?0.106 取整
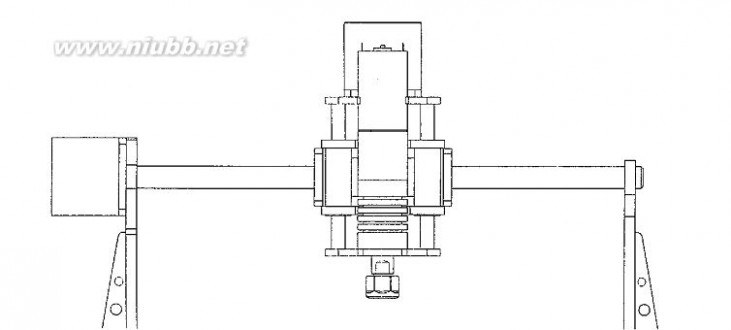
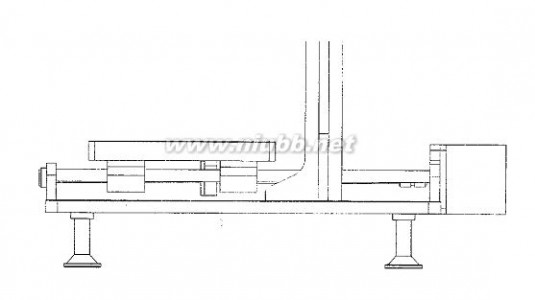
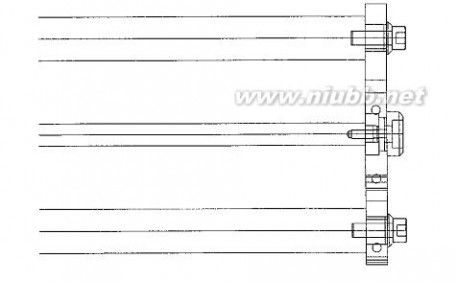
根据上述所算功率可选择安阳华安通用主轴科技有限公司生产的型号为DD58Z24/0.8的电主轴。[www.61k.com)如图9所示:
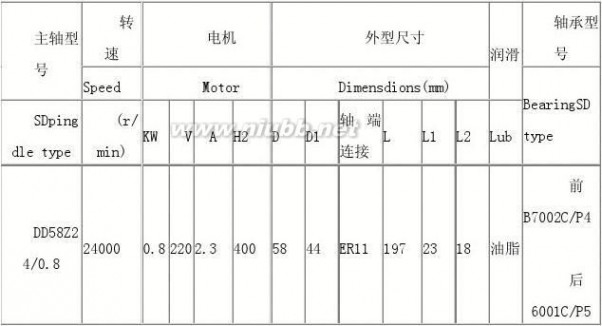
图9 主轴电动机型号 Fig.9 Model of spindle
Pe?0.12
3.4 进给运动系统的设计计算
雕刻机的进给运动分为三个部分:主轴的上下移动,主轴的左右移动和工作台的前后移动。它们的设计没有什么很大的区别,因此可以通过对其中一个方向上的设计来勾勒出我们在移动部分的设计方案,现在以工作台部件为例,着重设计计算进给运
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
动传动链中进给电动机,同步带和带轮,滚珠丝杠和直线导轨,以确定它们的规格型号及参数,来满足在机械加工过程中的各种切削加工要求。[www.61k.com) 3.4.1 进给系统传动链的组成
从前面所述,我们知道步进电动机通过联轴器和滚珠丝杠连接,将电动机的旋转运动转化为部件的移动. 3.4.2 滚珠丝杠副的设计计算
参阅徐灏主编的《机械设计手册》第四册和李鹤轩主编的《机电一体化技术手册》以雕刻机进行铣槽加工时为例进行设计计算,过程如表7所示。
表7 工作台滚珠丝杠设计计算
Table 7 Design and calculation of ball screw table
序号 计算项目 符号 单位 计算公式和参数选定 计算结果
1 确定滚珠丝杠导程 电动机与丝杠 1:1传动
2 预期额定动载荷
Ph
mm
Ph?4
N (1)按预期工作时间估算

Cam?2760C? am查表9,轻微冲击
Cam
fw?1.3
查表7,按7级
fa?0.8
查表8,可靠性97% fc?0.44
查表3.1得,Lh?20000 (2)拟采用预紧滚珠丝杠副, (2)按最大负载Cam?feFmax
Cam?653
Fmax
计算: 取两种结果
查表10, 的最大值
轻预载
fe?6.7Cam?2760
3 确定允许的最小螺纹
底径 (1)
?34??11?
?m??~?定位精度
?45?
?11??m?m?m??~?重复定位精度估算允许得最大轴向
?m?6?m?2
变形量
取两种结果的小值?m?2
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
序号 计算项目 符号 单位 计算公式和参数选定 计算结果
续表7
序号 计算项目 符号 单位 计算公式和参数选定 计算结果 (2) 估算最小螺纹底

2m
d2m?L?380
采用一端固定,一端游动F?120
L?(1.05?1.1)行程+(10???)Ph
F0??0g(w台?w夹?w件)
d2m?6.1
4 确定滚珠丝杠副的 (1)选取内循环浮动式法兰 FFZD 规格代号 ,直筒型垫片预紧螺母 FFZD1604-3
P,C,d
(2)由计算出的ham2m C?4800?C
aamd2?13.5?d2m 在样本中选取滚珠丝杠副
15 确定滚珠丝杠的 Fp?Fmax
3F
预紧力 p N FP?33
6 确定滚珠丝杠副支承 用轴承型号、规格 (1) 轴承所承受的最大轴
Fmax?F2?82.45
FBmax
N
FBmax?F1?Fmax
?
FBmax?97.45
向载荷 固定端背对背15角 轴承内径d=10 (2) 轴承类型 接触球轴承,游动端深沟球 轴承预紧力 轴承FBP?FBmax
1
3
FBP?82.45
(3) 轴承型号规格 预加载荷 固定端7000C
?FBP
?3
游动端6100
300?FBP
C?11.8△tLu?107 行程补偿值 C ?m 式中:Lu?Lk?Ln?2La
Lu?380
其中:Lk?300,Ln?65C?12
L2?(2~4)Ph?12
温差△t?2.5?C
8 滚珠丝杠工作图设计
(1) 丝杠螺纹长度 Ls?Lu?2Le查表得:Le?16
Ls?410
Ls mm 查样本中螺母安装连接尺寸
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
序号 计算项目 符号 单位 计算公式和参数选定 计算结果
续表7
序号 计算项目 符号 单位 计算公式和参数选定 计算结果 (2) 绘制工作图
支承距离 L1 mm
L1?430
丝杠全长 L0 mm L?485 (3) 行程起点距固定支承
距离 L0 mm 9
传动系统刚度
Ksmin?1.65
L0?10
丝杠抗压刚度
2d2
?102KsminKsmin?280N/?m(1) 最小抗压刚度 L1
2Ksmax?3413d2L1 最大抗压刚度 Ksmax N/?m 2
Ksmax?1.65?10
4L0(L1?L0)
(2) 组合刚度
一对预紧轴承的
组合刚度
支承轴承组合刚度
Kb
KBO
KBO?4.68 N/?
mFamax?900
Famax是预加载荷的3倍
KBO?32
查样本查出7000C轴承:
dQ?4.8,Z?8,??15?
K?32
N/?m 一端固定,一端游动 b
K?KBO
查表得:b
1Kc?130K
丝杠滚珠和滚道的 c N/?m ?3
Kc?Kc(10Fp/Ca)
接触刚度 ?
查样本,得Kc?140,
Ca?3780,Fp?30010 刚度验算及精度选择
111111N/?m????(1) 计算 1
KminKsminKbKcKmin23.5
Kmin
N/?m 1111111 计算 ????
Kmax25.5KmaxKsmaxKbKcKmax
F
(2) 静摩擦力 0 N F0?120
1.6F0KKmin?(3) 验算传动刚度 min N/?m△?10.2
(4) 传动系统刚度变化
重复定位精度2F△?0
Kmin
k
Kmin?19.2?△
?k
?k
??F? ?m?1
0??Kmin1??Kmax?
?0.4
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
序号 计算项目 符号 单位 计算公式和参数选定 计算结果
(5) 定位误差确定精度
(6) 确定规格代号 FFZD1603-3-P4/4 85×410
续表7 序号 计算项目 符号 单位 计算公式和参数选定 计算结果
FC?1807K1?1/3,K2?2 N
??FC?FmaxLc1?350,Fmax?82.45 nd12 验算临界转速 cnc?f22?107nc?1763Lc2nmax?900 f?15.1nc?nmax Lc2?Lc1?L0
D?DPWnmax13 验算 Dn n 14400<70000 up ?m 11 验算临界压缩载荷 C
14 形位公差标注 略 fsFamax?Coa15 基本轴向额定载荷
其中:fs?1~2fsFamax?164.9 验算 查得:Coa?2150
3.4.3 工作台进给电动机的设计计算
以满载一般切削时为例进行计算,计算过程见表8。(www.61k.com)
表8 工作台进给电动机设计计算
Table 8 Calculation of table feed motor design
序号 计算项目 符号 单位 计算公式和参数选定 计算结果 1 作用在丝杠副上的各 TF NmTF?h?10?3TF?0.073FP
2??
种转矩外加载荷产生 查表得:
F?F2?82.45 摩擦力矩 Tp
2ph?4,四级精度??0.852FpP( h1-?)?3Tp?2??2?10查表得:Fp?33TP?0.008
2J丝?204.7n?ni?2 计算转动惯量负载 J gcm Jl1??Ji??J轮?19.5Jin 转动惯量 i?1?m?V?19.68对于开环系统而言up
Vup?18 丝杠:L=48.5,d=1.53 Vup?0.8(定位精度??K)2JJl1?86.5(1)各种回转件的转动 l1 gcm 查表的: n2?300,nm?483
2 惯量 ?V?
Jl2?m???2?nm?j
W夹=15000g,
W件?20000g
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
序号 计算项目 符号 单位 计算公式和参数选定 计算结果 各种直线运动件 转动惯量
查表3.2得
续表8
l2
查表3.1得:
l2
序号 计算项目 符号 单位 计算公式和参数选定 计算结果 (2) 电动机转动惯量
Jm
2
gcm 混合式步进电动机 J=460.3
57BYG250
E-SAFRMC-0152 查样本
Jm?280
J?Jm?Jl
3 最大加速转矩
Tam
maxTam?J
2?n60ta
Tam?8.1
T
4 连续工作最大转矩 M Ncm
Tr
5 最大启动转矩
n2?300,取ta?0.002
VTM?i(TF?T)1202p?
Jl?Jl1+Jl2
Jl?180.3
TM?8.1?13.5
Jm>Jl
Ncm 查样本:额定转矩13.5
T?13.9?80T?Tam?TM
r r 查样本:最大转矩80
3.4.4 工作台直线导轨副的设计计算
表9 滚动直线导轨设计计算
Table 9 Design and calculation of rolling linear guide
序号 计算项目 符号 单位 计算公式和参数选定 计算结果 1 初选直线导轨副的型号 HTSD-15NAA 2 拟定滑块数 M 单根导轨两滑块 M=4 3 负载计算 R N 满足要求 Y1W×X1?F×Z1WW×
61阅读/ www.61k.net
R?
Rh?
4
?
2L2
?
2L1
F×Y2
2L1
4 摩擦力 F N F??P?f
5 寿命计算 In h 满足要求 L?103
In?
2?Ls?n?60
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
3.5 插补法
插补有直线插补、圆弧插补、抛物线插补和螺旋线插补多种方式。(www.61k.com]直线插补算法简单,比较适合应用于单片机系统。
脉冲增量插补适用于以步进电动机为执行元件的开环数控系统。传统的脉冲增量插补是用硬件来实现的。现代数控系统的插补功能一般用软件来实现的,插补算法的效率和插补精度是一个十分重要的问题。
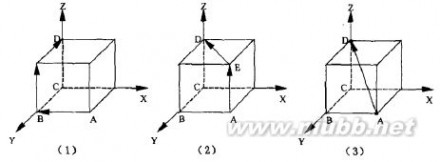
传统的几种直线脉冲增量插补算法每次定时中断只对一个或最多两个坐标进行插补。例如,当X 、Y 、Z 三方向需同时走l个步进,由A 点到D 点时,传统走法是:一个坐标插补时,如图10(1)所示,可行的路径是X 向先由A 走到B ,然后Y 向由
B 走到C ,最后Z 向由C 走到D ;两个坐标插补时,如图10所示,可行的路径是Z 向先由A 走到E ,然后XY 向由E 走到D 。
这两种算法的运算的速度和实现的精度都较低,在三维雕刻机上运用效果不十分理想。
因此,要实现三坐标控制三坐标联动,使之能够兼顾雕刻的速度和精度,就需要一种新的插补算法。所示,X 、Y 、Z 三方向由A 点到D 点同时走1个步进,即直接由A 点移动到D 点。
图10 几种算法方式简图
Fig.10 The diagram of ways of calculation
本设计中,采用的是基于Bresenham算法的直线脉冲增量插补方法,在三维情况下生成空间直线。其基本原理如下:
设直线的起点坐标为Ps?xs,yszs?,终点坐标为Pe?xe,yeze?,?x?xe?xs,
?y?ye?ys,?z?ze?zs ,kzx?? ,并设?x??y??z?0。 yx
由于X方向坐标增长最快,我们把X轴作为基本轴,每次循环X方向都增长一个 ,kzy??步长,而Y,Z的情况要通过计算来确定。
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
如图11所示,Pi?xi,yizi?为直线上i个点,Pi?1?xi?1,yi?1zi?1?为直线上第i+1个点,其中:
xi?1?xi?1,
yi?1?yi?kyz(xi?1?xi)?yi?kzy,
zi?1?zi?kxz(xi?1?xi)?yi?kxz,
Pi,1?xi,yi,1zi,r?
Pi?1,r
A: x1?i,yi,1zi,r
Bx1?i,yi,R?1,zi,r ????
C: ?x1?i,yi,R,zi,r?1? 图11
D:x1?i,yi,R?1,zi,r?1 Fig.11 ??
设pi所对应的空间网格点的坐标Pi,1?xi,yi,1zi,r?, yi.r,zi.r是由yi,zi.经圆整理出来的.
由Bresenham算法可知道,如果令??yi?1?=yi?1-yi-0.5, ??zi?1?=zi?1-zi.-0.5则有:
yi?1,r=yi,r+1 ??yi?1?? 0
yi?1,r=yi,r ??yi?1? <0 (1) zi?1,r=zi,r+1 ??yi?1??0
zi?1,r=zi,r ??yi?1?<0 (2) 由表达式(2)(1)可知,Pi?1?xi?1,yi?1zi?1?一定为图3.2中点A,B,C,D中的一个。(www.61k.com)有计算????的公式可知:
??yi?2?=yi?2-yi?1,r-0.5=yi?1+kyx-yi?1,r-0.5
当??yi?1? <0时,??yi?2?=yi?1,r-yi,r+kyx-0.5-1=??yi?1?-kyx-1
当??yi?1??0时,??yi?2?=yi?1,r-yi,r+kyx-0.5=??yi?1?-kyx (3) ??zi?2?=zi?2-zi?1,r-0.5=zi?1+kz x-zi?1, y-0.5
当??zi?2??0 时,??zi?2?=zi?1+kzx-zi,r-0.5-1=??zi?1?-kzx-1
当??zi?2?<0 时,??zi?2?=zi?1+kzx-zi,r-0.5=??zi?1?-kzx (4) 这就是新型的插补方法,用该算法对空间由线的直线插补取得了良好的效果。无论是在插补速度上还是在插补精度上都具有明显的优势。它在确保加工精度的前提下使用性,提高了运算的效率和雕刻机雕刻的效率,从而大大地提升了雕刻机的性能。在插补运算过程中,运用给出的(1)(2)(3)(4)公式进行计算。
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
4 结论
4.1 总结
(1)数控雕刻机技术广泛应用于模具模型、工艺品、印刷电路板的制作和广告。(www.61k.com]本文介绍了研究了数控雕刻机的功能、结构和组成。在深入分析目前国内外数控雕刻机的现状,数控雕刻机的控制结构与原理的基础上提出了本数控雕刻机的总体设计方案,并进行了主传动系统的计算。
(2)三维机械雕刻机总体上满足设计的要求,在机械本体部分结构紧凑、安全方便,各部分的零件通用性较好,易于保养或维修。切易于操作,具有很大的可行性。
(3)本文对三维雕刻机的插补算法进行了选择,屏除了过去传统的插补算法,采用了一种新型的插补算法,保证插补速度和插补精度,提高了雕刻机的效率和性能。
4.2 数控雕刻机的发展展望
数控雕刻机作为制造业一个有力工具,有着非常广阔的发展前景,随着计算机技术、电机技术、机械技术等各个科学技术的发展,数控雕刻机的功能将日益强大,性能将更趋稳定。雕刻机发展趋势总结如下:
(1)更加精密
控制部分和机械部分精度的提高将极大地提高雕刻系统的精度,控制部分将向闭环伺服方向发展,通过反馈调整做到误差补偿,从而可以大幅度提高精度,机械部分将采用更高精度的滚珠丝杠和驱动电机,同时装配工艺的提高也将进一步提高系统的精度。
(2)更加高效
高性能运动控制技术如DSP技术、32位单片机等的发展,驱动电机性能的提高,刀具性能的提高,采用规范的软件开发技术等等,都将会推动数控雕刻系统向着高速、高效、高可靠性的方向发展。
(3)利用移动通讯技术和网络技术飞速的发展,数控雕刻机将朝着数字化、,网络化的方向发展。
参考文献
[1]孟少农.机械加工工艺手册 第一册.北京:机械工业出版社.1998,55-96
[2]孟少农.机械加工工艺手册 第二册.北京:机械工业出版社.1998
[3]孟少农.机械加工工艺手册 第三册.北京:机械工业出版社.1998
[4]徐灏. 机械设计手册 第(三、四、五)册.北京:机械工业出版社.2001,35-90 [5]张新义. 经济型数控机床系统设计.北京:机械工业出版社. 1994
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
[6]王爱玲.现代数控机床结构与设计.兵器工业出版社.1999
[7]蔡厚道等.数控机床构造. 北京理工大学出版社. 2007,65-87
[8]文怀兴.数控铣床设计.化学工业出版社.2001,80-143
[9]李庆余等.机械制造装备设计.机械工业出版社2008
[10]曹甜东.数控技术.华中科技大学出版社.2001,56-98
[11]邱宣怀. 机械设计.高等教育出版社. 1997
[12]刘仁家等.机设计常用元器件手册.北京:机械工业出版社.1994
[13]王运炎等.机械工程材料 机械工业出版社 2000
[14]王兰美 画法几何及工程制图 机械工业出版社2002
[15]韩进宏 互换性与技术测量 机械工业出版社 2007,80-150
[16]陈日耀 金属切削原理 机械工业出版社 2002,30-80
[17]乐兑谦 金属切削刀具 机械工业出版社 2001,50-60
[18]齐占庆等 电气控制技术 机械工业出版社 2002
[19]王先逵 机械制造工艺学 机械工业出版社 1995,90-110
[20]江耕华. 机械传动设计手册,煤炭工业出版社 1982
[21]黄珊秋.机械设计课程设计,机械工业出版社 1999
[22]赵玉刚等 数控技术 机械工业出版社 2008
[23]薄立浪 基于802D的数控铣床改造 机械工业出版社 2008,24
[24]李宏 实用机床设计手册 辽宁科学技术出版社 1999,46
[25]HoddD.Morton.Embedded Microcontrollers. Pearson Education North Asia Limited,2001; [25]Geg Paul. New Processors Transform control. Mechanical Engineering,1997.4
致 谢
首先,对指导教师陈力航老师这么长时间的耐心的指导和孜孜不倦的教诲表示衷心的感谢!正是在陈老师的精心指导下,我才能顺利地完成了这次毕业设计。[www.61k.com]从设计一开始,他就告诉我们,每一个学生都应该通过毕业设计学习尽可能多的知识,而不是为了走走过程,而是使以前学过的知识得以运用。以前没有充分掌握的知识,通过这次毕业设计,应该变成自己的东西,把一个人的潜力发挥到最高水平。学生在完成本论文的过程中,始终得到导师无微不至的指导、关心、帮助、鞭策与激励。导师渊博的学识、严谨求实的治学态度、高度的责任心、创新进取的精神以及严于律己、虚怀若谷、诚恳待人的高尚品德时刻教育着我,这些将是我最宝贵的精神财富,让我终生受益。在陈老师的帮助下,我们学到的不仅仅是书本上的和实践的知识,更重要的是从中学到了做人的原则和做事的方法,让我们更深地了解了“集体”这一个词的含
小型数控雕刻机 移动龙门式小型数控雕刻机Z轴和X轴的机构设计
义。(www.61k.com]
同时,我也要感谢我的同组同学,他们为我完成毕业设计提供了巨大的帮助,在此一并致以诚挚的谢意。
衷心感谢父母和所有亲人多年来给予我的无私关怀、支持和鼓励。
最后,向在百忙中抽出时间对本文进行评审并提出宝贵意见的各位老师表示衷心地感谢!
五 : DIY小型数控电脑雕刻机制作全过程1
DIY小型数控电脑雕刻机制作前过程
一:雕刻机简介
本DIY数控雕刻机,采用流行的龙门架造型,外形美观,结构合理,性价比极高。
◆XYZ轴行程:130×200×40MM
◆外型尺寸:430×360×350MM
◆丝杆:XYZ 轴8MM 304不锈钢丝杆,螺距1.25MM,双铜螺母弹簧消回差,工程塑料弹性联轴器
◆导轨:采用镀铬光杆,XYZ 轴直径12MM
◆步进电机:二手 1.3A 42 步进电机
◆雕刻指令:G 代码,一般采用MACH 控制系统
◆主机框架:采用工业PVC板材,数控切割而成。
◆精度指标:加工精度 0.1mm左右、重复定位精度 0.05mm
本雕刻机主体框架采用经数控加工而成,XYZ 三轴导向采用直径 12MM 镀铬光
杆与直线轴承配合,传动采用直径 8MM×1.25螺距304 不锈钢丝杆,双铜螺母弹簧自动消回差,本雕刻机 XYZ 实际行程为 13×20×4CM 左右,组装后外形尺寸 430×360×350MM 左右。本雕刻机加工精度 0.1MM左右,建议雕刻速度每分钟 300MM。
本雕刻机主要用于雕刻 PCB、石膏、亚克力、竹木等非金属材料,也可以雕刻铜铝等软金属材料(会相对缩短机器寿命),不合适雕刻钢铁。
二、组装教程
1、组装前的准备
⑴工具篇
要成功组装好一台雕刻机,以下工具是必备的。
A、数字万用表
数字万用表在以下工序中需要用到,一是测量步进电机的引线电阻大小来区分组别,二是调 整驱动板的工作电流,三是测量开关电源的极性与电压,当然还有其它许多用处。
B、螺丝刀与内六角扳手
本套件中的螺丝型号有 4MM、6MM 标准内六角,4MM 联轴器无头内六角,十字自攻螺丝,您 应该根据需要购买相应工具,我们建议您购买十字长柄与短柄螺丝刀各一个,公制 1.5-6MM 内六角扳手一套, 4MM、6MM 外六角扳手各一个,尖嘴钳与老虎钳最好也配备一个。
C、锉刀与砂纸
您需要准备若干锉刀与砂纸,用于修正要求高精度配合的尺寸,比如丝杆与轴承配合,联轴 器与步进电机的配合。
D、电烙铁等焊接相关
你需要准备一只电烙铁以及若干焊锡丝与松香,有些二手步进电机的引线比较短或者已经破 损,您需要更换。
E、导线与开关插座
您需要购买一些合适的电线用来连接我们的套件中的电控部分,也应该准备几个小开关,用 来控制机器的工作与停止。
F、防尘与隔音箱
为了您与家人的安全与健康,建议您在组装前就把机器的防尘与隔音的设计考虑进去,对于
一个 DIY 爱好者来说,也是一种良好的习惯。有了坚实的保护,才能一心一意去玩转您的雕刻机。
(2)材料准备
雕刻机的零部件清单如下,由ABC三部分组成。
A、 PVC 板(以下 A序列号为下图中红色数字,合计 35块)
A1:雕刻机台面 1块 【长32.1cm*宽22.5cm】固定螺丝孔 从上到下1.5cm---8cm---14.5cm---21cm 为打孔中心 孔直径0.4cm 可以把这些孔口子扩大一点让螺丝帽子和台面齐平
A2:台面底部加强板 2 块 【长32.1cm*宽4cm】 四个角的孔直径
0.4cm
A3:X 轴龙门立板① 1 块 【总长23.8cm*12.5cm】{左边8个 0.4cm的孔是龙门连接从上到下 0.4cm 2 .6 cm 4.9cm 7.1cm 为中心打孔} 从右到左第一个0.6cm 的孔是【这是直径12mm光杆螺丝的孔 孔直径0.6cm】 打孔中心2cm 中间这个1cm的孔【这是直径8mm不锈钢丝杆的孔 孔直径1cm】 打孔中心6cm 第三个孔:【这是直径12mm光杆螺丝的孔 孔直径0.6cm】 打孔中心10cm 另外两个0.4cm的孔是固定两块龙门的螺丝孔从上到下;2.25cm 3.75cm(这个是不锈钢丝杆孔) 5.25cm
A4:X 轴龙门立板② 1 块【总长23.8cm*12.5cm】{左边8个 0.4cm的孔是龙门连接
从上到下 0.4cm 2 .6 cm 4.9cm 7.1cm 为中心打孔} 从右到左第一个0.6cm 的孔是【这是直径12mm光杆螺丝的孔 孔直径0.6cm】 打孔中心2cm 中间这个1cm的孔【这是直径8mm不锈钢丝杆的孔 大孔直径1.6cm(注意:大孔不能打穿,刚刚能够把固定丝杆的 625 小轴承镶嵌平就行了)。小孔直径1cm打穿 】 打孔中心6cm 第三个孔:【这是直径12mm光杆螺丝的孔 孔直径0.6cm】打孔中心10cm 另外两个0.4cm的孔是固定两块龙门的螺丝孔从上到下;2.25cm 3.75cm(这个是不锈钢丝杆孔) 5.25cm
A5:X 轴龙门立板③ 1 块【总长23.8cm*12.5cm】{左边8个 0.4cm的孔是龙门连接
从上到下 0.4cm 2 .6 cm 4.9cm 7.1cm 为中心打孔} 从右到左第一个0.6cm 的孔是【这是直径12mm光杆螺丝的孔 孔直径0.6cm】 打孔中心2cm 中间这个1cm的孔【这是直径8mm不锈钢丝杆的孔 大孔直径1.6cm(注意:大孔不能打穿,刚刚能够把固定丝杆的 625 小轴承镶嵌平就行了)。小孔直径1cm打穿 】 打孔中心6cm 第三个孔:【这是直径12mm光杆螺丝的孔 孔直径0.6cm】打孔中心10cm 另外两个0.4cm的孔是固定两块龙门的螺丝孔从上到下;2.25cm 3.75cm(这个是不锈钢丝杆孔) 5.25cm 这是反方向的了 其它不变 增加四个1cm*1cm的固定步进电机支架孔 上下离边1.7cm 两孔中间边际2.1cm 从右到左
2.9cm—1cm—4.2cm—1cm
A6:X 轴龙门立板④ 1 块【总长23.8cm*12.5cm】{左边8个 0.4cm的孔是龙门连接
从上到下 0.4cm 2 .6 cm 4.9cm 7.1cm 为中心打孔} 从右到左第一个0.6cm 的孔是【这是直径12mm光杆螺丝孔 孔直径0.6cm】 打孔中心2cm 中间这个1cm的孔【这是直径8mm不锈钢丝杆的孔 打孔直径1cm 】 打孔中心6cm 第三个孔:【这是直径12mm光杆螺丝的孔 孔直径0.6cm】打孔中心10cm 另外两个0.4cm的孔是固定两块龙门的螺丝孔从上到下;2.25cm 3.75cm(这个是不锈钢丝杆孔) 5.25cm 这是反方向的了 其它不变 增加四个0.3cm的固定步进电机支架孔 上下离边2 .2cm 为打孔中心 从右到左3.4cm—6cm—8.6cm为打孔中心
4块龙门背部加强板固定螺丝孔 从左到右:1cm 11cm 打孔直径0.3cm
A7:Y轴固定步进电机板 1块【长23.5cm*宽5cm】从左到右打孔中心4.3cm 【这是直径12mm光杆螺丝孔 孔直径0.6cm】 打孔中心11.75cm 【这是直径8mm不锈钢丝杆孔 孔直径1cm】 打孔中心19.3cm 【这是直径12mm光杆螺丝孔 孔直径0.6cm】 中间两个直径0.4的孔是固定625小轴承座的孔 离边1cm为中心打孔两边打孔位置相同 4个0.3cm的孔是固定步进电机支架孔 从中心向两边2 .6cm 中心打孔 离边距离同样是1cm
A8:Y 轴固定 625轴承座板 1 块【长23.5cm*宽5cm】从左到右打孔中心4.3cm 【这是直径12mm光杆螺丝孔 孔直径0.6cm】 打孔中心11.75cm 【这是直径8mm不锈钢丝杆孔 孔直径1cm】 打孔中心19.3cm 【这是直径12mm光杆螺丝孔 孔直径0.6cm】 中间两个直径0.4的孔是固定625小轴承座的孔 离边1cm为中心打孔两边打孔位置相同
【Y轴固定步进电机板 Y 轴固定 625轴承座板 】的底部加强板固定螺丝孔 从左到右:0.5 3.5 右边从右到左一样的尺寸 孔直径
0.3cm
【Y轴固定步进电机板 Y 轴固定 625轴承座板 】的台面板固定螺丝孔 从左到右打孔中心点数据:2 8.5 15 21.5 单位:厘米
A9:Y 轴固定直线轴承滑块板① 1 块【长23.5cm*宽4cm】 LM12UU直线轴承孔2个直径2.1cm 下面所标的4.3 10.5 11.8 13.1 19.3 是从左到右的打孔中心点
【10.5 11.8 13.1】的孔直径
1cm
A10:Y 轴固定直线轴承滑块板② 1块【长23.5cm*宽4cm】 LM12UU直线轴承孔2个直径2.1cm 下面所标的4.3 11.8 19.3 是从左到右的打孔中心点
A11:Y 轴固定直线轴承滑块板③ 1块【长23.5cm*宽4cm】 LM12UU直线轴承孔2个直径2.1cm 下面所标的4.3 10.5 11.8
19.3 是从左到右的打孔中心点 13.1
A12:Y 轴固定直线轴承滑块板④ 1块【长23.5cm*宽4cm】 LM12UU直线轴承孔2个直径2.1cm 下面所标的4.3 11.8 19.3 是从左到右的打孔中心点
这4块 【Y 轴固定直线轴承滑块板】的两头都需要打这种上螺丝的孔 离边0.5cm为中心点打孔 孔直径0.3cm 如果使用其他材料的话 自己看情况做
A13:固定 625小轴承座 4块 【长4cm*宽4cm】 625小轴承孔1.6cm 两个固定螺丝孔直径0.4cm 以两边0.5cm为中心打孔点
A14:固定步进电机支架 6块 【长4.2cm*宽3.8cm】H型支架上下去掉
2.4cm*1.1cm
A15:固定步进电机垫板 3块 【长6cm*宽5.8cm】 中间孔2.2cm 从上到下0.3cm—1.5cm—4.5cm---5.7cm 从左到右 1.35cm---4.45cm 中间四个孔是固定步进电机的打孔直径0.3cm 边上四个孔是连接支架打孔直径
0.4cm
A16:Z 固定直线轴承滑块板① 1 块 【长10cm*4.7cm宽】 【上边到所有的孔中心1.7cm 】
左右两个直线轴承孔中心到边的距离1.65cm 孔直径2.1cm】 【 【中间
的大孔直径1cm】 【 另外两个螺丝孔直径0.4cm 孔中心距离左右两个边3.7cm】
Z 固定直线轴承滑块板①
Z 固定直线轴承滑块板②
Z 轴固定步进电机板
Z 轴固定625轴承座板 【这个图是这四个的一个侧面的螺丝孔】从左到右0.5cm—3.5cm—6.5cm---9.5cm
A17:Z 固定直线轴承滑块板② 1 块 【长10cm*4.7cm宽】 【上边到所有的孔中心1.7cm 】 【 左右两个直线轴承孔中心到边的距离1.65cm 孔直径2.1cm】 【中间的大孔直径1cm】
A18:Z 轴固定步进电机板 1 块 【长10cm*宽4.4cm】【上下两排的孔中心到边距0.7cm 从左到右的2.4cm(直径0.3cm的孔)---5cm(0.4cm的孔)---7.6cm(0.3的孔) 】
【中间一排的孔在中心线上 从左到右 1.5cm(0.6cm的孔)――5cm(1cm的孔)――8.5cm(0.6的孔)】
A19:Z 轴固定625轴承座板 1块【长10cm*宽4.4cm】【上下两排的孔中心到边距0.7cm (0.4cm的孔) 】 【中间一排的孔在中心线上 从左到右 1.5cm(0.6cm的孔)――5cm(1cm的孔)――8.5cm(0.6的孔)】
A20:Z 台面板 1块 【长10cm*10cm宽】
A21:X 轴固定直线轴承滑块板① 1 块 【长11.4cm*3.7cm宽】【左右两个直线轴承孔中心距离边距1.75cm 孔直径2.1cm】【正中心的孔距离上边下来1.7cm 孔直径1cm】
X 轴固定直线轴承滑块板①
X 轴固定直线轴承滑块板② 【这个图是这四个的一个侧面的螺丝孔】从左到右 0.5cm—4cm—7.5cm—11cm
A22:X 轴固定直线轴承滑块板② 1块【长11.4cm*3.7cm宽】【左右两个直线轴承孔中心距离边距1.75cm 孔直径2.1cm】【正中心的孔距离上边下来1.7cm 孔直径1cm】【中间两个直径0.4cm的孔是螺丝孔 孔中心到边距从左到右 4.4cm 7cm】
A23:龙门背部加强板 1 块 【长26.8cm*宽12cm】
A24:X 台面板 1块 【长14cm*宽10cm】
B、螺丝紧固件
B1:M3×22 自攻螺丝 72 个 B2:M3 平垫圈 68 个 B3: M3 弹簧垫圈 12个 B4:M3×12 螺丝 12个 B5:M4×20 内六角 18个 B6:M4 螺帽 18 个
B7:M4 平垫圈 36个
B8:M4 弹簧垫圈 6 个
B9:M4×25 自攻螺丝 16 个
B10:M6×16 内六角 8个
B11:M6×25内六角 4个
B12:M6 垫圈 12个
C1:直径 12mm光杆 6 条 【长124mm两根 235mm两根 305mm两根】直径1.2cm 中间孔径0.5cm 这个可以买成品的
C2:直径 8mm 不锈钢丝杆 3条 【165mm的13.8cm的丝口 一头2.1cm的光杆】 【276mm的24.9cm的丝口 一头2.1cm的光杆】
2.1cm的光杆】这个可以买成品的
346mm的31.9cm的丝口 一头 【
C3:42 型 1.3A 步进电机 3个
C4:内径5-5mm 联轴器 3 个
这个是铝合金的
C5:LM12UU 直线轴承 12 个 这个是塑料的
C6:固定丝杆 625 小轴承 6 个 直径
1.6cm
C7:M8 回差铜螺母(内外+弹簧) 3套
240W直流电主轴
变压器
硅整流器
TA8435-GKB三轴驱动器一个(GKB无半流与脱机手控功能
)
24V 5A全新开关电源一个
打印机并口线一条
2 组装
⑴预组装
本文标题:小型数控雕刻机-DIY小型数控电脑雕刻机制作全过程261阅读| 精彩专题| 最新文章| 热门文章| 苏ICP备13036349号-1