一 : 表面粗糙度及符号
表面粗糙度及符号
1. 表面粗糙度
表面粗糙度符号见表1。

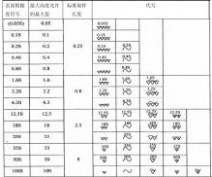
最大高度(与放大方向平行)
备注:1)尽量不使用括号内的数值。
2)表面粗糙度符号的数字与S之间,不要加连接符“—”。
3)在与给定粗糙度相对应的取样长度标准值不适应的情况下,一定在图中标注取样长度(参照4.6项)。
4)最大高度允许的最大值是在指定表面任意选取几处的Rmax的算术平均值,并不是每个Rmax的最大值。 2. 表面加工符号
3.1表面加工符号见表2
- 1 -




备注:
1)三角符号,三角S符号和三角S波形符号的三角形为正三角形。
2)三角S符号“ ”在砂型时需要加工余量,三角S波符号“ ”不需要加工余量,但须去除超过三角“S”波符号所指示的极限尺寸的部分。 3)当应用一般制造方法时(例如压铸),三角S符号“ ” 和三角S波形符号“ ” 表示不去除材料加工(图纸指示的三角S符号及三角S波符号为表面粗糙度)。
造方法中,3.2 非去除加工的(~)表示的粗糙度值见表3
- 2 -
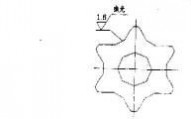
4. 在图样上的表示(制图上的细节应符合HES A 2122)。
4.1去除加工面
1)一般表示 例
2)指定表面粗糙度的情况 例
4.2非去除加工面




1)一般表示,一定要同时标注表面粗糙度符号。 例 2)表面粗糙度在100S以下时,表面粗糙度符号 例
可省略。
4.3去除加工面或非去除加工面均可时:
1)表面粗糙度小于或等于6.3S 例
2)表面粗糙度小于或等于25S 例
3)表面粗糙度小于或等于100S 例
4)特别指定表面粗糙度 例
4.4特殊去除加工面
1)一般表示 2) 特殊指定表面粗糙度情况
4.5去除超过极限尺寸的部分 4.6规定非标准取样长度的表示方法如下 不取与指定粗糙度相符合的标准取样 长度时,在指定面能保证长度的范围 内,应清楚地标注取样长度。
- 3 -
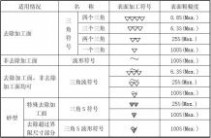
各种机械加工方法所能达到的零件表面粗糙度
表面粗糙度 表面粗糙度
加工方法 加工方法
Ra[μm] Ra[μm]
圆片锯割断 80~20 零件的端面或槽的内侧面: 车削外圆: 粗车 半精车: 金属 非金属 精车: 金属 非金属
细车(或金刚石车): 金属 非金属 车削端面: 粗车 半精车: 金属 非金属 精车: 金属 非金属 细车: 金属 非金属 割槽和切断: 铸铁 钢、轻合金 黄铜、青铜 细铰: 钢 轻合金 黄铜、青铜 圆柱铣刀铣削: 粗 精 细
套式面铣刀铣削: 粗
20~10 10~5 5~2.5 10~2.5 5~1.25
1.25~0.32 0.63~0.16 20~10 10~5 10~2.5 10~2.5 10~2.5
1.25~0.63 1.25~0.32 5~1.25 2.5~1.25 1.25~0.63
1.25~0.32 1.25~0.63 0.32~0.16 20~5 5~1.25 1.25~0.63 20~5
一次行程 二次行程 镗孔: 粗镗 半精镗: 金属 非金属 精镗: 金属 非金属
细镗(或金刚石镗): 金属 非金属 钻和扩钻 扩孔: 粗(有表皮) 精
锪倒角(孔的) 铰孔:
半精铰(一次铰孔): 钢 黄铜
精铰(第二次铰): 细 推削: 精 细
螺纹加工: 切削:
车刀或梳刀车、铣 磨 研磨 滚轧: 搓丝模 滚丝模:
- 4 -
20 10~5 20~10 10~5 10~2.5 5~1.25 10~2.5
1.25~0.32 1.25~0.63 20~2.5 20~10 10~2.5 5~2.5 10~5 10~2.5
0.32~0.16
1.25~0.32 0.63~0.04 10~1.25 1.25~0.32 1.25~0.08
2.5~1.25
板牙、丝锥、自开式板牙头 5~1.25
精 细 高速铣削: 粗 精 刨削: 粗 精
细(光整加工) 槽的表面 插削 拉削: 精 滚轧: 磨齿的轧辊 冷轧
外圆磨、内圆磨: 半精(一次加工) 精 细 平面磨: 精 细 珩磨:
粗(一次加工) 精(细) 超级加工: 精 细
镜面的(两次加工) 研磨膏研磨: 精 细 抛光: 精
细(镜面的) 砂带抛光 电抛光
5~0.63 1.25~0.32
2.5~1.25 0.63~0.32 20~10 10~2.5 1.25~0.32 10~5 20~5
2.5~0.63
1.25~0.63 0.32~0.16 10~1.25 1.25~0.32 0.32~0.16 5~0.32 0.32~0.08
1.25~0.32 0.32~0.04
1.25~0.16 0.16~0.08 0.04~0.02
1.25~0.32 0.32~0.01
1.25~0.16 0.16~0.04 0.32~0.16 2.5~0.02
在机床上用手动进给 在机床上用机械进给 在机床上用液压进给 齿轮及花键加工: 切削: 粗滚 精滚 精插 精刨 拉 剃齿 磨 研 研磨: 粗 精
细(光整加工) 精整研磨: 手工 机械 砂轮清理
砂布抛光(无润滑油): 原始粗糙度 砂布粒度 ≤Ra10 24 ≤Ra5 36 Ra5~Ra2.5 60 Ra5~Ra2.5 80 ≤Ra2.5 100 Ra2.5~Ra1.25 140 ≤Ra1.25 180~250 钳工锉制:
刮削 25×25mm2内点数: 8~10 >10~13 >13~16 >16~20 >20~25
- 5 -
2.5~0.63 0.63 0.63~0.32 5~2.5 2.5~1.25 2.5~1.25 5~1.25 5~2.5 1.25~0.32 1.25~0.16 0.63~0.32
0.63~0.32 0.32~0.08 0.08~0.01
1.25~0.01 0.32~0.16 80~10
2.5~1.25 1.25 0.63 0.63~0.32 0.32 0.32~0.16 0.16 20~1.25 1.25 0.63 0.32 0.16 0.08
用精密修整的磨轮磨削 0.08~0.04
备注1)箭头的线宽为0.3~0.8mm。
二 : 求助请问:表面粗糙度的表示符号和相对应的等级?比如:Ra0.4,
求助
请问:表面粗糙度的表示符号和相对应的等级?比如:Ra0.4,Ra0.8....相对应的数据是多少?谢谢各位大师!
旧国际标准中,有Ra----算术平均粗糙度,
Ry----最大高度粗糙度.
Rz----十点平均粗糙度,
三种数据,但是比较常用的还是Ra,具体就是在粗糙度曲线按平均线方向抽取标准长度,然后将峰顶和谷底轮廓与平均线间的面积求和,然后这个面积除于标准长度就得到了算术平均粗糙度
具体一般常用的光滑面用Ra0.8就可以,就是原来的旧标准中要求的7级光洁度,有的要求高点用那个Ra0.4,就是8级光洁度.更有的要求更高。光洁度的级别越高,粗糙数值就越小,
一般工作面(要求高)Ra0.8就要磨削加工,车削无法达到了,然后一般相关的面6.3(稍好点用1.6)就差不多,就是4-5级光洁度
三 : 表面粗糙度的符号和定义

四 : 第五章第三节表面粗糙度符号、代号及其标注
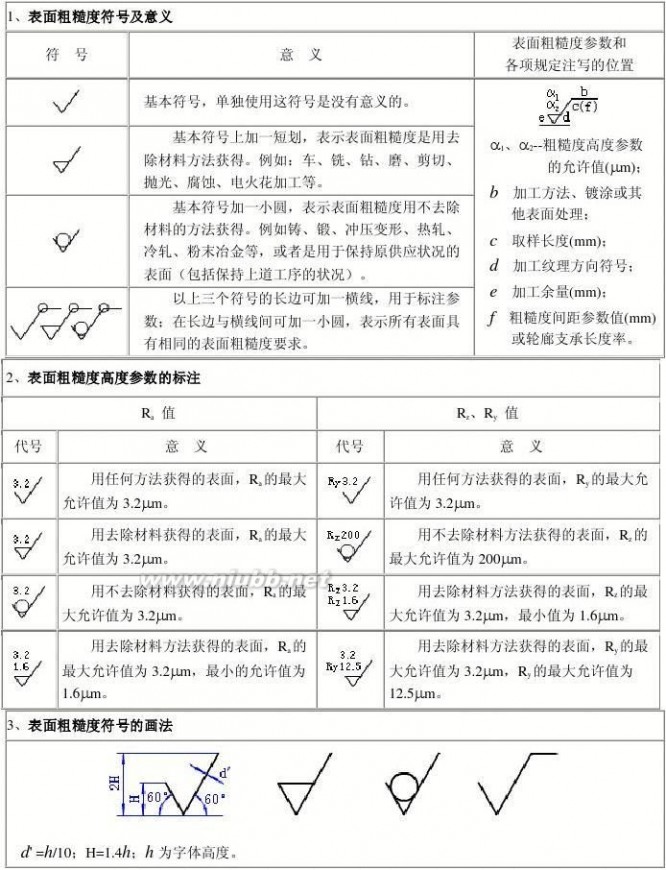
一.表面粗糙度的符号
用任何方法获得的表面粗糙度,Ra的上限值为3.2μm |
| 用去除材料的方法获得的表面粗糙度,Ra的上限值为3.2μm |
| 用不去除材料的方法获得的表面粗糙度,Ra的上限值为3.2μm |
用去除材料的方法获得的表面粗糙度,Ra的上限值为3.2μm,Ra的下限值为1.6μm |
用任何方法获得的表面粗糙度,Rz的上限值为3.2μm |
| 用任何方法获得的表面粗糙度,Rz的最大值为3.2μm | |
| 用不去除材料方法获得的表面粗糙度,Rz的上限值为200μm |
| 用不去除材料方法获得的表面粗糙度,Rz的最大值为200μm |
| 用去除材料方法获得的表面粗糙度,Rz的上限值为3.2μm,下限值为1.6μm |
| 用去除材料方法获得的表面粗糙度,Rz的最大值为3.2μm,最小值为1.6μm |
| 用去除材料方法获得的表面粗糙度,Ra的上限值为3.2μm,Rz上限值为12.5μm |
| 用去除材料方法获得的表面粗糙度,Ra的最大值为3.2μm,Rz最大值为12.5μm |
注意:极限值表示参数的实测值中允许少于总数的16%的实测值超过规定值,高度参数常用Ra,在图中标注时常省略。无maxmin则表示是上极限或下极限,如果有则表示最大值和最小值,单位为微米
 基本符号,表示可使用任何方法获得
基本符号,表示可使用任何方法获得 基本符号加一短划,表示表面用去除材料的方法获得
基本符号加一短划,表示表面用去除材料的方法获得
 表示用不去除材料方法获得(铸锻冲压等)
表示用不去除材料方法获得(铸锻冲压等) 表示所有表面具有相同的表面粗糙度要求
表示所有表面具有相同的表面粗糙度要求
二.表面粗糙度的代号
1.

d' =h/10;H=1.4h;h为字体高度

a1、a2--粗糙度高度参数
的允许值(mm);
b 加工方法、镀涂或其
他表面处理;
c 取样长度(mm);
d 加工纹理方向符号;
e 加工余量(mm);
f 粗糙度间距参数值(mm)
或轮廊支承长度率。
2.零件的加工表面的粗糙度要求由指定的加工方法获得,用文字标注在符号上边的横线,加工方法也可在图样的技术要求中说明
3.加工纹理方向:
= 纹理平行于标注符号的视图的投影面
⊥ 纹理垂直于标注符号的视图的投影面
x 纹理呈两相交的方向
M 纹理呈多方向
c 纹理呈近似同心圆
R 纹理呈近似的放射状
p 纹理无方向或凸起的细粒状
4.加工余量:注在符号的左侧,标注时数值要加上括号,单位为毫米
5.参数S Sm Tp l的标注,应标注在符号长边的横线下面,并且必须在参数值前注写参数的符号
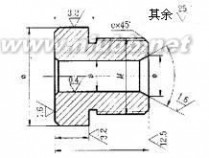
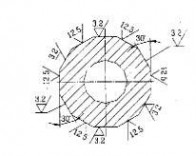
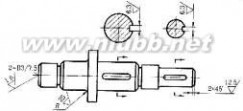
三。表面粗糙度符号、代号在图样上的标注
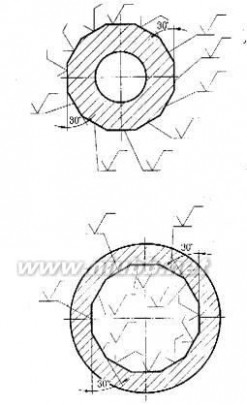
一般标注在可见轮廓线、尺寸界线、引出线或它们的延长线上,符号的尖端必须从材料外指向表面,代号中数字及符号的注写方向必须与尺寸数字方向一致
标准规定在同一图样上,每一表面一般只标注一次。当零件的大部分表面具有相同的表面粗糙度要求时,对其中使用最多的1种代号可以统一注在图样的右上角,并加注“其余”两字
当零件所有表面具有相同的表面粗糙度要求时,其代号可在图样的右上角统一标注
序号 | 标注规定及说明 | 图 例 |
1 | 当零件的大部分表面具有相同的表由粗糙度要求时,对其中使用最多的1种代(符)号可统一注在图样的右上角,并加注‘其余”两字,且应是图样上其它代(符)号高度的1.4倍 | |
2 | 代号中数字注写方向应与尺寸数字方向一致;倾斜表面的代号及数字标控方向应符合图右规定 | |
3 | 带有横线的表面粗糙度应按右图方式标注 | |
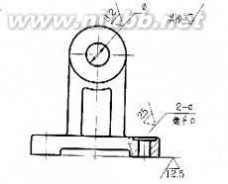
4 | 当地位狭小不使标注时.可引出标注;细线相连的不连续同一表面.只要标注 | |
5 | 零件所在表面具有相同的表面粗糙度要求,在右上角统一标注代号 | |
6 | 简化注法; 为了简化标注方法,或标注位置受到限制时.可以标注简化代号,但必须在标题栏附近说明这些简化代号的意义 | |
7 | 省略注法 当仅有同1种表而粗糙度的去除材料加工的在面.以及不会除材料的表面时,可采用省略注法,但必须在标题附近说明这些省略代号的意义 | |
8 | 零件上重复素(孔,槽,齿等)的表面只标注其中1个。 | |
9 | 连续表面只注一次 | |
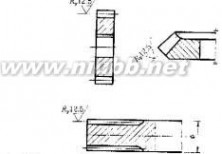
10 [www.61k.com] | 同一表面具有不同的表面和粗糙度要求时,须用细实线画出其分界线.并注出相应的表面粗糙度代号和尺寸 | |
11 | 中心孔的工作表面,键槽的工作面.倒角、圆角的表面粗糙度代号,可以简化标注 | |
12 | 齿轮、渐开线花键的工作表面没画出齿形时.表面粗糙度代号注在分度线上 |
|
13 | 螺纹没画出牙型时.表面粗糙度代号注在尺寸线或引出线上 |
|
14 | 需要将零件局部热处理或局部涂(镀)时,应用粗点划线画出其范围并非标注相应的尺寸,也可将其要求并写在面粗糙度符号内 |
|
四.表面粗糙度的选用:既能满足零件表面功能要求,又考虑经济性的原则,一般用类比法。
a在满足表面功能要求下尽量选较大的表面粗糙度b工作面小于非工作面粗糙度c摩擦表面小于非摩擦表面的表面粗糙度,滚动摩擦表面小于滑动摩擦表面的,运动速度高、压力大的摩擦应比运动速度低、压力小摩擦小d承受循环载荷表面粗糙度小e配合精度要求高结合面配合间隙小的配合表面小f配合性质相同,尺寸小表面粗糙度值小g防腐性密封性要求高的粗糙度值越小。
五 : 表面粗糙度的符号和定义
61阅读提醒您本文地址:
本文标题:表面粗糙度符号-表面粗糙度及符号61阅读| 精彩专题| 最新文章| 热门文章| 苏ICP备13036349号-1